
Друзі, які виготовляли корпуси обладнання, стикалися з подібними проблемами: креслення виконані ідеально, але на заводі з виготовлення листового металу отримані відхилення за розмірами на 2 мм, і отвори під гвинти не співпадають; колір напилення було обрано правильно, але адгезія виявилася недостатньою, і через два місяці експлуатації фарба почала відшаровуватися; ми домовилися про поставку протягом двох тижнів, але термін був порушений на цілий місяць, і продукція досі не надійшла.
Якщо й ви стикаєтеся з такими проблемами, цю статтю варто прочитати — на це знадобиться лише 3 хвилини. Я розповім вам безпосередньо —— Гнуття листового металу , фарбування, травлення та оксидування виконуються в одному заводі. Які помилки можна уникнути й як цього досягти.
Підсумок одним реченням: Індивідуальне виготовлення корпусів із нержавіючої сталі або алюмінію , гнуття листового металу/CNC-обробка, фарбування/травлення/анодування, від 1 штуки, безкоштовне перевиготовлення при невідповідності розмірів стандартам
Чи виникали у вас труднощі при обробці таких корпусів?
Будь-який із наведених нижче пунктів свідчить про те, що ваш попередній постачальник у певний момент мав проблеми:
Розміри не збігаються
Кут гнуття відхиляється на півградуса, що призводить до загальної деформації після зварювання, а отвори під гвинти не співпадають під час збирання. Причиною зазвичай є неточні розрахунки або відсутність підтвердження параметрів першої деталі під час гнуття.
Відшарування фарби / різниця в кольорі
Обережно підцепіть нігтями, і шматочки відпадуть, або кілька одиниць у тій самій партії можуть мати різні кольори. Проблема полягає в недостатній попередній обробці або в тому, що під час напилення не контролювали товщину плівки та кут підвішування.
Є дефекти зовнішнього вигляду.
На кресленні присутні смуги, нерівномірний колір оксидного покриття та заусенці на краях і кутах. Це зовсім не дрібниці, які ніби не впливають на експлуатацію — прилад розміщують у виставковому залі чи лабораторії, і текстура корпусу безпосередньо визначає перше враження клієнта від вашого продукту.
Термін поставки знову й знову переноситься.
Ми домовилися змінити термін поставки з двох тижнів на один місяць, але щоразу, коли ми запитуємо про стан справ, отримуємо відповідь: «Майже готово». Багато разів через операції згинання, напилення та оксидування залучаються різні заводи, і якщо одна ланка затримується, це призводить до повної зупинки всього виробничого процесу.
Якщо ви не стикалися ні з однією з наведених вище ситуацій, вітаємо — ви обрали хорошого постачальника. Якщо ви пройшли 1–2 пункти, наступний розділ може бути для вас корисним.
Типи корпусів із нержавіючої сталі / алюмінію, які ми можемо виготовити
Наш процес охоплює два основні напрямки, які ви можете підібрати залежно від вимог до продукту:
Корпус із гнутого листового металу (підходить для малих і середніх партій, складних конструкцій)
Матеріали: нержавіюча сталь SUS304/316, алюмінієвий лист 5052/6061, холоднокатаний лист SPCC, оцинкований лист SECC
Процес: лазерне різання (±0,1 мм) → ЧПУ-гнуття (±0,5°, максимум 3,2 м) → зварювання / клепання → обробка поверхні
Застосування: корпуси приладів та вимірювальних приладів, промислові шафи керування, шафи блоків живлення, корпуси нестандартного обладнання
Алюмінієвий екструдований корпус (підходить для довгих профілів, великих партій, високих вимог до теплообміну)
Матеріал: 6063-T5 (гладка поверхня, гарна екструзія)
Процес: Виготовлення форми (2–3 тижні) → Екструзія → Різання → Постобробка на ЧПУ → Обробка поверхні
Застосування: профілі для відведення тепла проекторів, корпуси світлодіодних ламп, корпуси рейкових кріплень обладнання, портативні прилади
Ми виконуємо обидва процеси, тому клієнтам не потрібно шукати два окремі заводи.

Остаточна текстура корпусу на 70 % залежить від обробки поверхні. Ми не передаємо роботи субпідприємствам — усю стандартну обробку виконуємо на власному заводі.
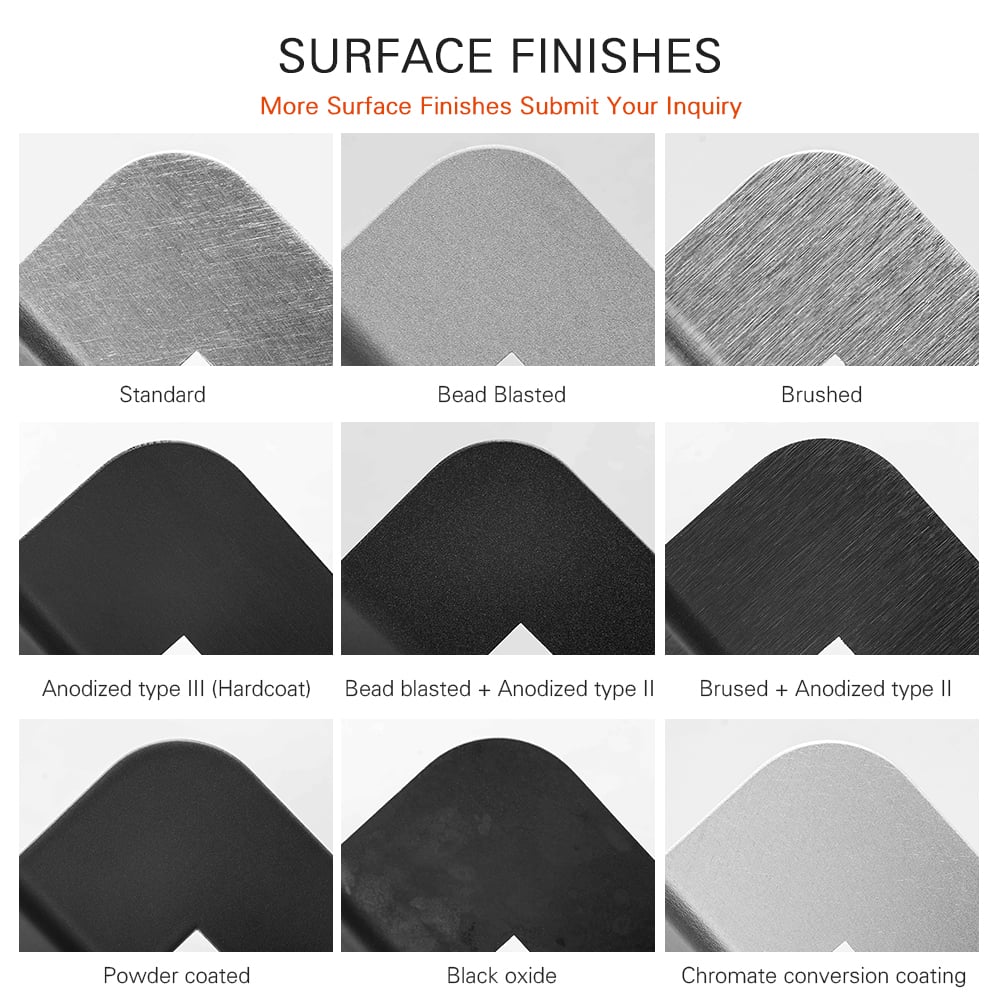
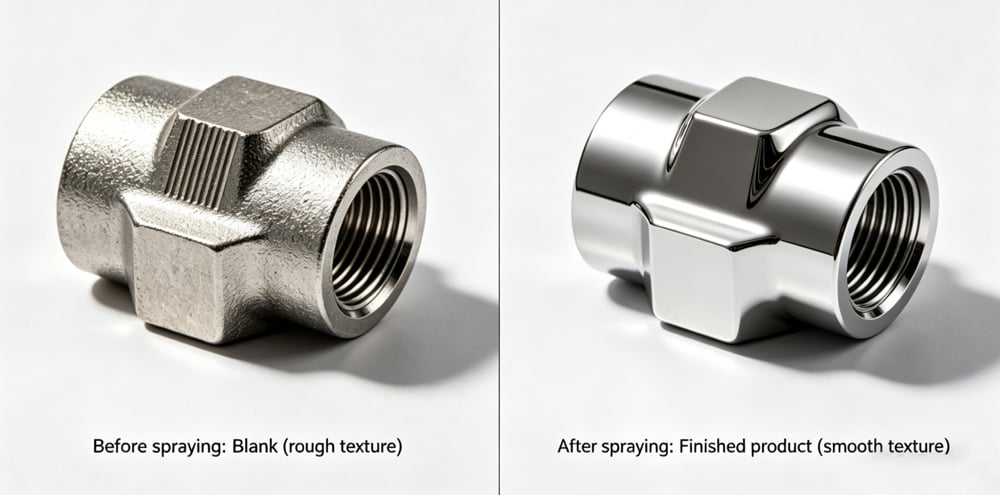
Фарбування розпиленням (порошкове фарбування / рідкі термополімерні фарби) — найпоширеніший метод
Попередня обробка: обезжирювання → промивання водою → силанізація/фосфатування (для залізних деталей) або хромування (для алюмінієвих деталей) — цей етап пропускається, що може призвести до проблем із адгезією
Товщина покриття: порошкове — 60–120 мкм, рідке — 30–50 мкм
Колір: повна серія кольорів за RAL, кольори за системою Pantone, індивідуальне виконання за наданими зразками
Текстура: піскова / гладка / високого блиску / «апельсинова» / «молоткова»
Випробування: тест на соткову сітку (рівень адгезії 0) + вибіркове вимірювання товщини плівки + випробування в солоному тумані (за потреби)
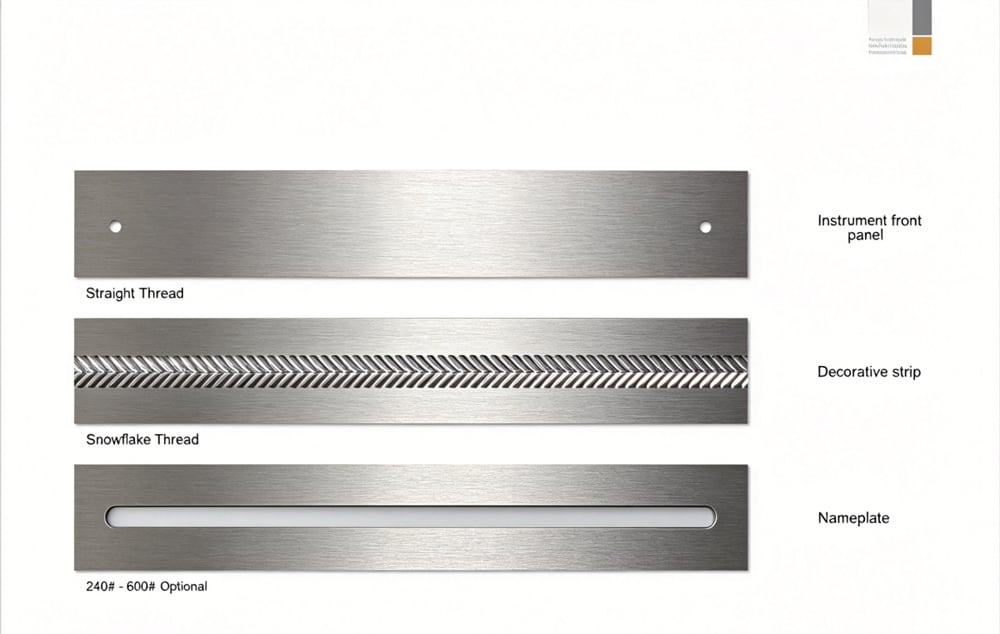
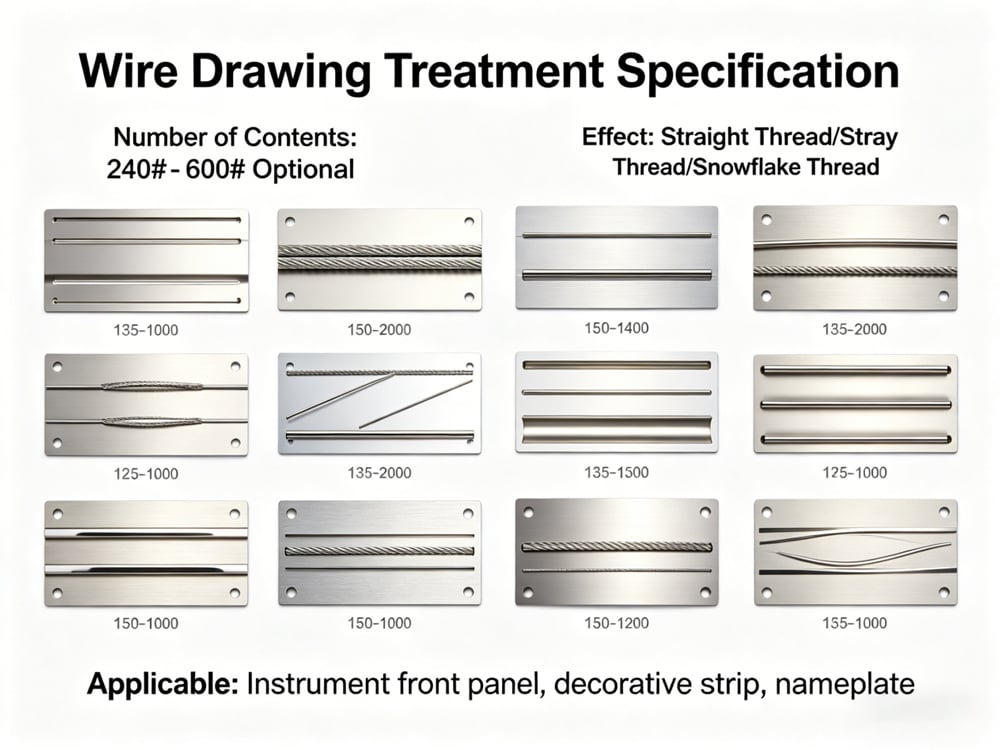
Обробка волочінням (панелі з нержавіючої сталі/алюмінію)
Кількість зерен: 240 # – 600 # (за бажанням)
Ефект: прямий рисунок ниток / розсіяний рисунок ниток / рисунок «сніжинка»
Застосування: передня панель приладів, декоративна смужка, табличка з назвою
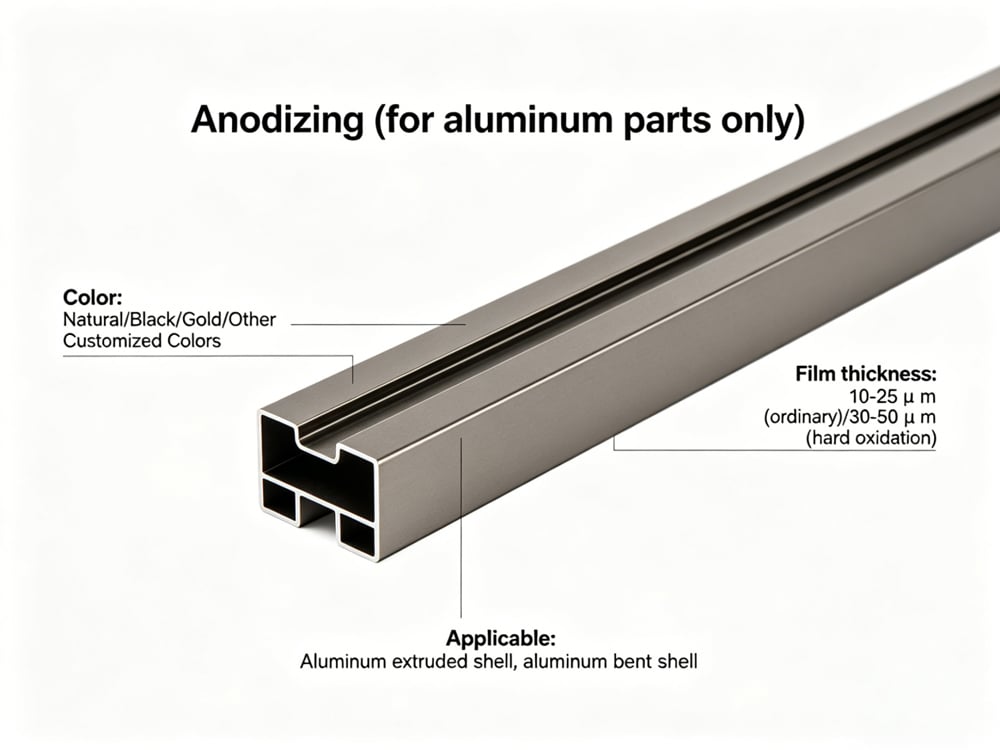
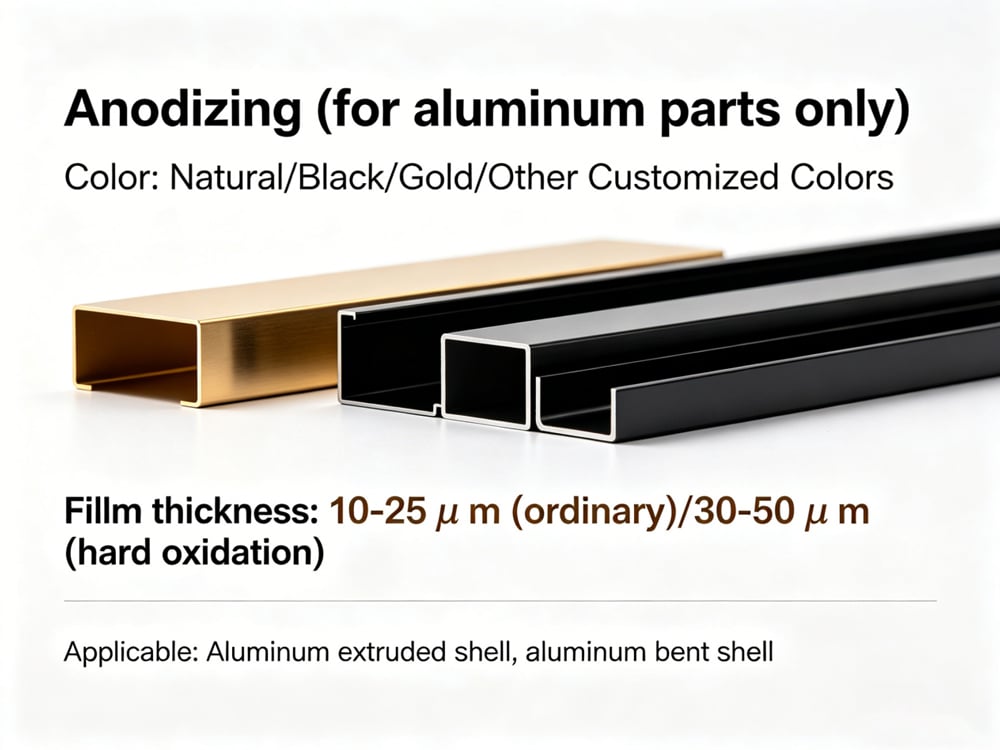
Колір: природний / чорний / золотий / інші індивідуальні кольори
Товщина плівки: 10–25 мкм (звичайне) / 30–50 мкм (твердий анодний шар)
Застосування: екструдовані алюмінієві корпуси, зігнуті алюмінієві корпуси
Гальванопокриття (деталі з нержавіючої сталі/заліза)
Хромування (блискуче/матове), нікелювання, титанування (титанове золото/рожеве золото/чорний титан)

Тампографія/лазерна маркування
Логотип, модель, ідентифікація інтерфейсу, шкала поділок
Як забезпечити якість? Ми доводимо це за допомогою контролю
Багато заводів з обробки листового металу стверджують: «Наша якість висока», але не можуть надати відповідні звіти. Наш підхід такий:
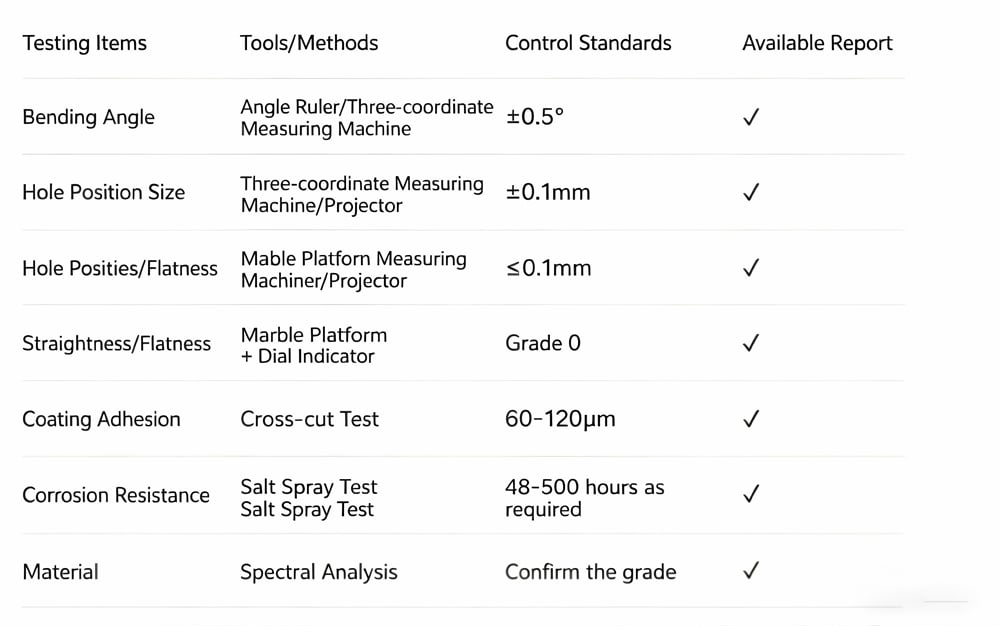
До кожної партії може додаватися звіт про перевірку розмірів та звіт про товщину покриття. За запитом замовника можна надати звіти про адгезію (тест сіткою) та стійкість до солевого туману.
У чому полягають відмінності між нами та іншими заводами з обробки листового металу?
Клієнти, які зверталися до нас до й після порівняння на ринку, часто обирають співпрацю з однієї з таких причин:
1. Починаючи з 1 штуки, плата за зразок може бути зарахована в рахунок масового замовлення
Перевірка малих партій, прототипи, корпуси прототипів — немає потреби накопичувати велику кількість; навіть одну штуку можна виготовити. Після підтвердження масового замовлення плата за зразок буде повністю повернена.
2. Виконайте весь процес самостійно, без субпідприємств
Гнуття, зварювання, фарбування, оксидування, шліфування, трафаретний друк — намагайтеся виконати якомога більше операцій самостійно. Відповідальність за проблеми чітко визначена, і нам не потрібна ваша допомога у визначенні того, чи є проблема на підприємстві з обробки чи на іншому підприємстві.
3. Невідповідні розміри — безкоштовне виготовлення повторно
Зобов’язання, зафіксоване в договорі. Це не гасло, а межа, яку не можна перевищувати.
4. Котирування протягом 24 годин, навіть для нестандартних креслень
Надішліть зображення — ми надішлемо вам відповідь щодо технічної реалізованості процесу та котирування протягом 24 годин. Неповні креслення? Надішліть зразкові фотографії та розміри — інженер допоможе знайти рішення.
Наше обладнання вже використовувалося в цих галузях

Процес співпраці (п’ять кроків, дуже простий)
Надішліть зображення/вимоги → CAD/PDF/STEP або зразкові фотографії з описом розмірів
Оцінка протягом 24 годин → пропозиції щодо технологічного процесу + котирування + терміни поставки
Підтвердження зразків → 3–7 днів на виготовлення зразків (листовий метал), 2–3 тижні на екструзію та виготовлення форми
Підтвердження зразків → Підписання контракту на масове виробництво після успішного проходження кваліфікації
Серійне виробництво + відправлення → Додається звіт про інспекцію, упаковка та відправлення
Далі ви можете діяти таким чином
У вас є креслення?
Надішліть на [email protected] або через WeChat/WhatsApp +86 17702667581; відповідь із розрахунком кошторису надходить протягом 24 годин
Ви ще не завершили креслення?
Опишіть сценарій використання (тип продукту, приблизна розмірність, вимоги до матеріалу, обсяг партії, вимоги до зовнішнього вигляду), і наші інженери допоможуть розробити рішення
Бажаєте переглянути показники міцності?
Посилання на відео для перегляду виробничих ліній — лінії лазерного різання, гнуття, фарбування, зони контролю якості — будь-яку ділянку, яку ви бажаєте побачити
Щодо зразка
Ми можемо надіслати зразки матеріалів, картки кольорів для фарбування та зразки з матовою/оксидованою поверхнею для підтвердження
Ми гарантуємо, що у разі невідповідності розміру або зовнішнього вигляду узгодженим стандартам ми виконаємо повторне виготовлення безкоштовно. Не перекладатимемо вину на інших і не будемо затягувати терміни.
*Індивідуальне виготовлення корпусів із нержавіючої сталі/алюмінію | Гнуття листового металу/алюмінієве пресування | Фарбування/матування/окиснення/електролітичне покриття | Мінімальна кількість — 1 шт. | Єдиний контроль якості на всіх етапах виробництва*

Авторське право © 2024 Xiamen Tongchengjianhui Industry & Trade Co., Ltd. - Політика конфіденційності