Venner som har laget kabinetter til utstyr har støtt på lignende problemer: tegningene er pent tegnet, men platemetallfabrikken produserer en målforskjell på 2 millimeter, og skruhullene passer ikke; Sprøytefargen ble valgt riktig, men festeegenskapene var dårlige, og malingen begynte å bløre av etter to måneder med bruk; Vi hadde enighet om levering innen to uker, men leveringen er forsinket med én måned og er fremdeles ikke ferdig.
Hvis du også har disse hodepineproblemene, er denne artikkelen verdt å bruke tre minutter på å lese. Jeg forteller deg direkte—— Bøying av metallplater , pulverlakkering, matt finishing og oksidasjon utføres alle i én fabrikk. Hvilke feller kan unngås, og hvordan oppnår vi det?
Oppsummering i én setning: Tilpasset rustfritt stål/aluminiumskall , bøyning av platemetal/CNC-bearbeiding, pulverlakkering/matt finishing/anodisering, fra 1 stk, gratis omarbeid for mål som ikke er i henhold til standard
Har du opplevd noen problemer ved bearbeiding av disse skallene?
En av følgende situasjoner indikerer at leverandøren din tidligere har hatt et problem på ett eller annet tidspunkt:
Målene stemmer ikke overens
Bøyevinkelen avviker med en halv grad, noe som fører til generell deformasjon etter sveising, og skruhullene er feilplassert under montering. Årsaken er ofte unøyaktig beregning eller manglende bekreftelse av første del under bøyningen.
Lakkavblister/fargeavvik
Plukk forsiktig med neglene dine, og delene vil falle av, eller flere enheter i samme parti kan ha ulike farger. Problemet ligger i utilstrekkelig forbehandling eller manglende kontroll av filmtykkelsen og hengevinkelen under sprayingen.
Det er feil i utseendet.
Tegningen har striper, uregelmessig oksidasjonsfarge og burrer på kantene og hjørnene. Dette er ikke trivielle spørsmål som bare ikke påvirker bruken – instrumentet plasseres i en utstillingshall eller et laboratorium, og overflaten på kabinettet bestemmer direkte kundens første inntrykk av produktet ditt.
Leveringsdatoen er blitt utsatt igjen og igjen.
Vi ble enige om å endre tidsfristen fra to uker til én måned, og hver gang vi spør, sier de: «Det er nesten ferdig.» Mange ganger blir ulike fabrikker involvert på grunn av bøyning, sprayning og oksidasjon, og hvis én lenke står stille, får hele produksjonslinjen stopp.
Hvis du ikke har opplevd noen av de ovennevnte situasjonene, gratulerer vi deg – du har valgt en god leverandør. Hvis du har oppfylt 1–2 punkter, kan neste avsnitt være nyttig for deg.
Typer rustfritt stål/aluminiumskapsler vi kan produsere
Vår prosess omfatter to dominerende fremgangsmåter, og du kan velge den som best passer produktkravene dine:
Bøyde platemetallkapsler (egnet for små og mellomstore serier, komplekse konstruksjoner)
Materialer: Rustfritt stål SUS304/316, aluminiumsplater 5052/6061, kaltvalset plate SPCC, forsinket plate SECC
Prosessen: Laserstansing (± 0,1 mm) → CNC-bøyning (± 0,5 °, maksimal lengde 3,2 meter) → Sveising/nitting → Overflatebehandling
Anvendelse: Kapsler for instrumenter og måleutstyr, industrielle kontrollbokser, strømforsyningskabinetter, kapsler for ikke-standard utstyr
Ekstruderte aluminiumskapsler (egnet for lange profiler, store kvanta og høye krav til varmeavledning)
Materiale: 6063-T5 (glatt overflate, god ekstruderbarhet)
Prosess: Molding (2–3 uker) → Ekstrudering → Skjæring → CNC-etterbehandling → Overflatebehandling
Anvendelig for: Projektorer for varmeavledning, LED-lampekarosserier, utstyrsrilskapsler, håndholdte instrumenter
Vi utfører begge prosessene, slik at kundene ikke trenger å finne to separate fabrikker.

Den endelige overflaten på kabinettet avhenger 70 % av overflatebehandlingen. Vi underleverer ikke, alt vanlig behandlingsarbeid utføres i vår egen fabrikk.
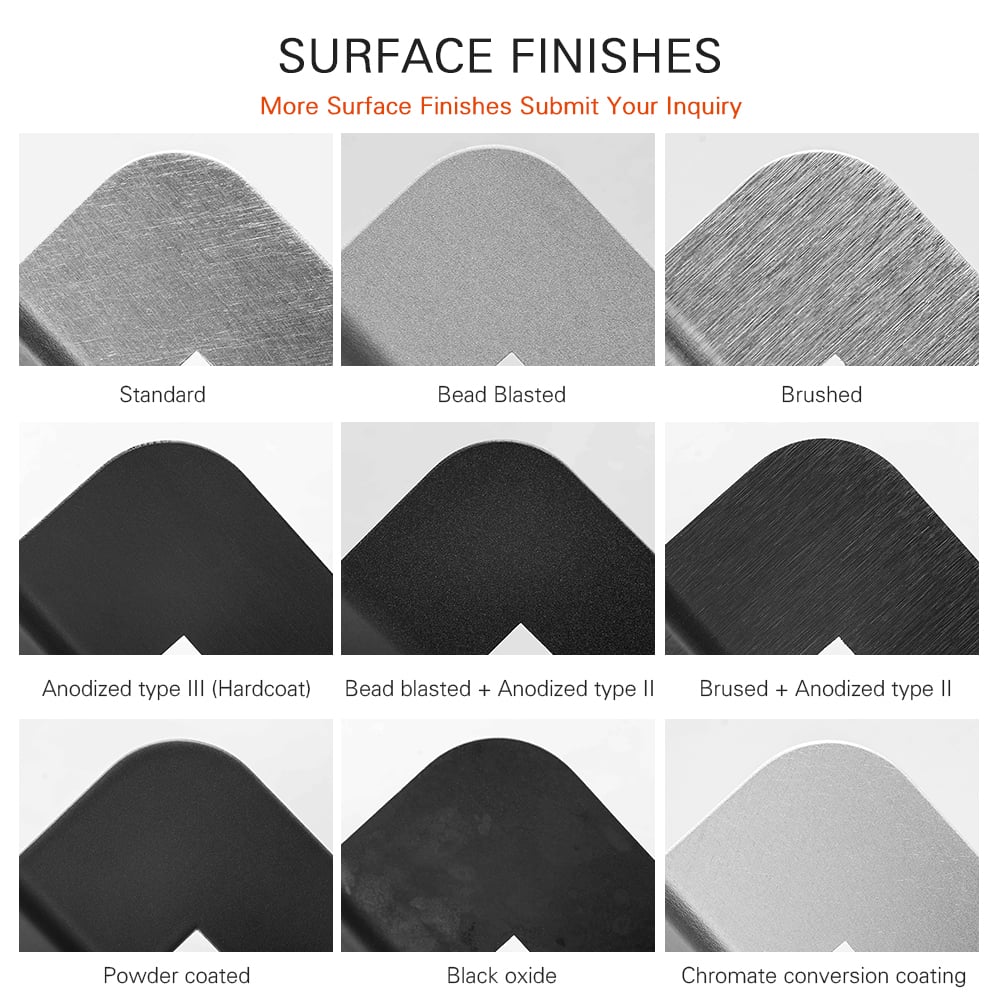
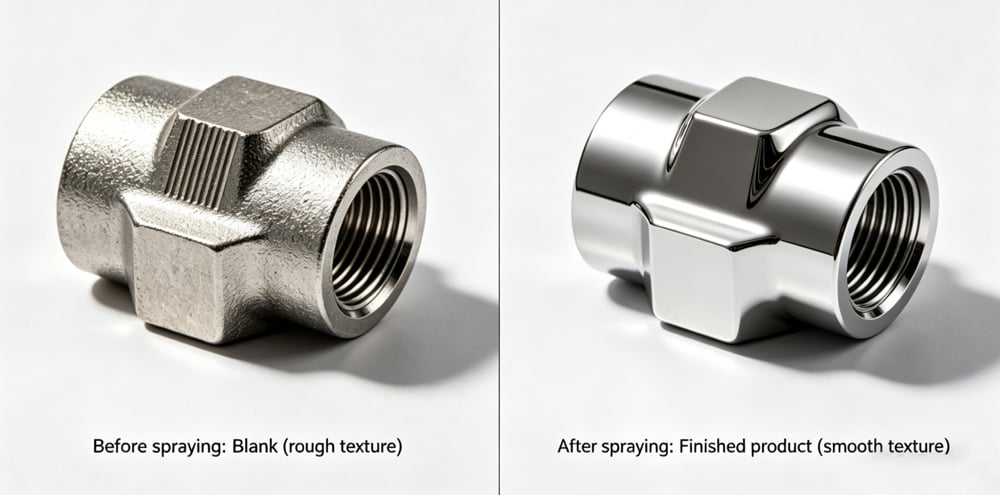
Sprayfarging (pulverlakk / væskebakefarge) – mest brukt
Forbehandling: fettfjerning → vask med vann → silanering/fosfatert (for jernkomponenter) eller kromering (for aluminiumskomponenter) – denne trinnet utelates, og det kan oppstå problemer med adhesjon
Lakktykkelse: pulver 60–120 μm / væske 30–50 μm
Farge: Fullt RAL-fargespekter, Pantone, tilpassing basert på levert prøve
Struktur: Sandmønster / Flat / Høyglans / Appelsinmønster / Hammermønster
Testing: Hundrerede-ruten-test (klippfasthetsnivå 0) + filmtykkdemåling ved stikkprøver + salt-spray-test (ved behov)
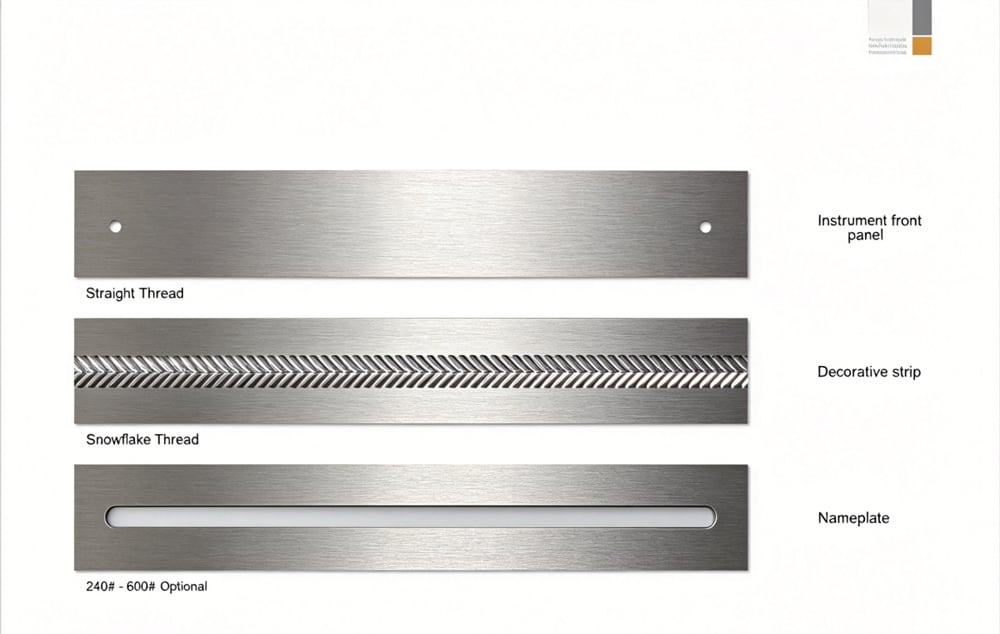
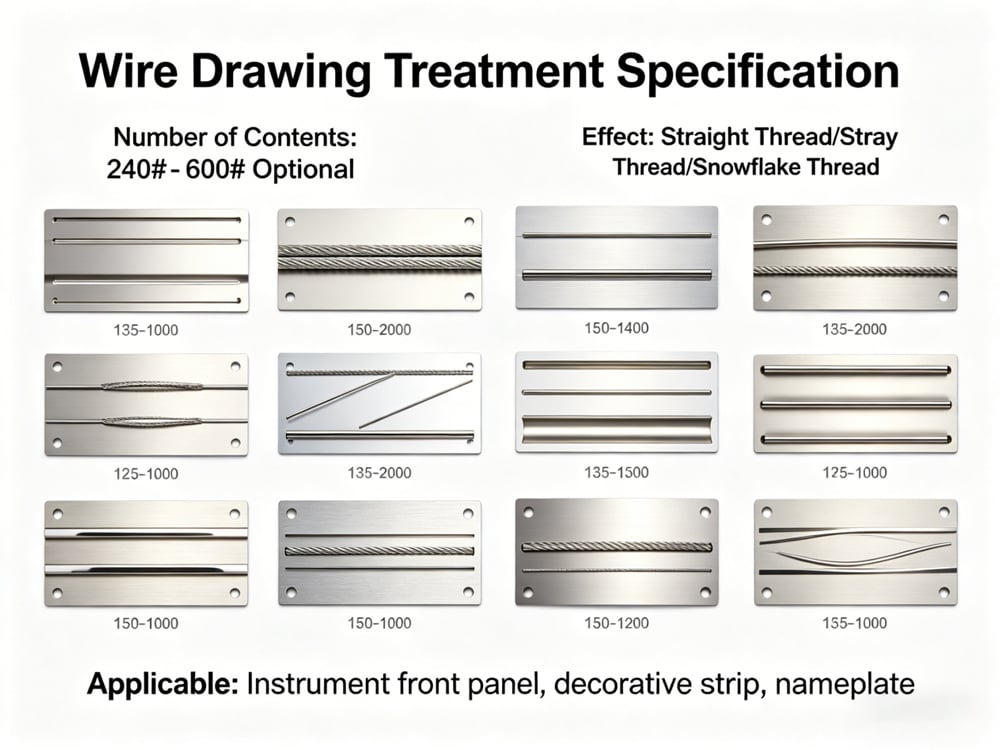
Trekkebehandling (rustfritt stål/aluminiumspanel)
Antall innhold: 240 # – 600 #, valgfritt
Effekt: Rett tråd/Spredt tråd/Snøfnuggtråd
Anvendelig for: Instrumentfrontpanel, dekorativ stripe, navneskilt
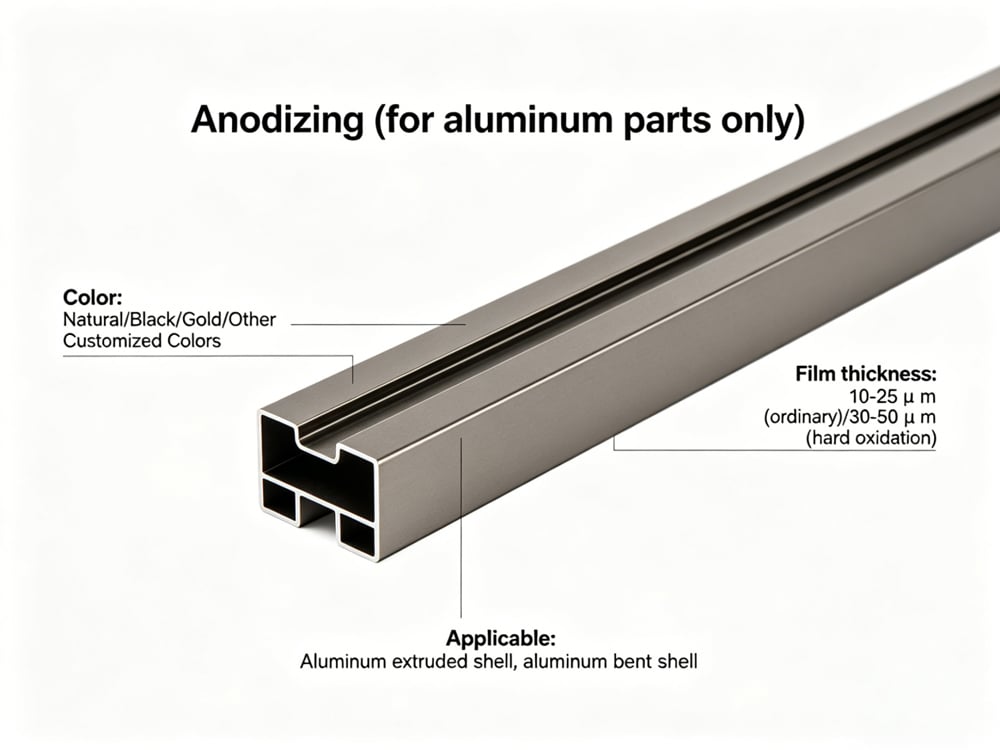
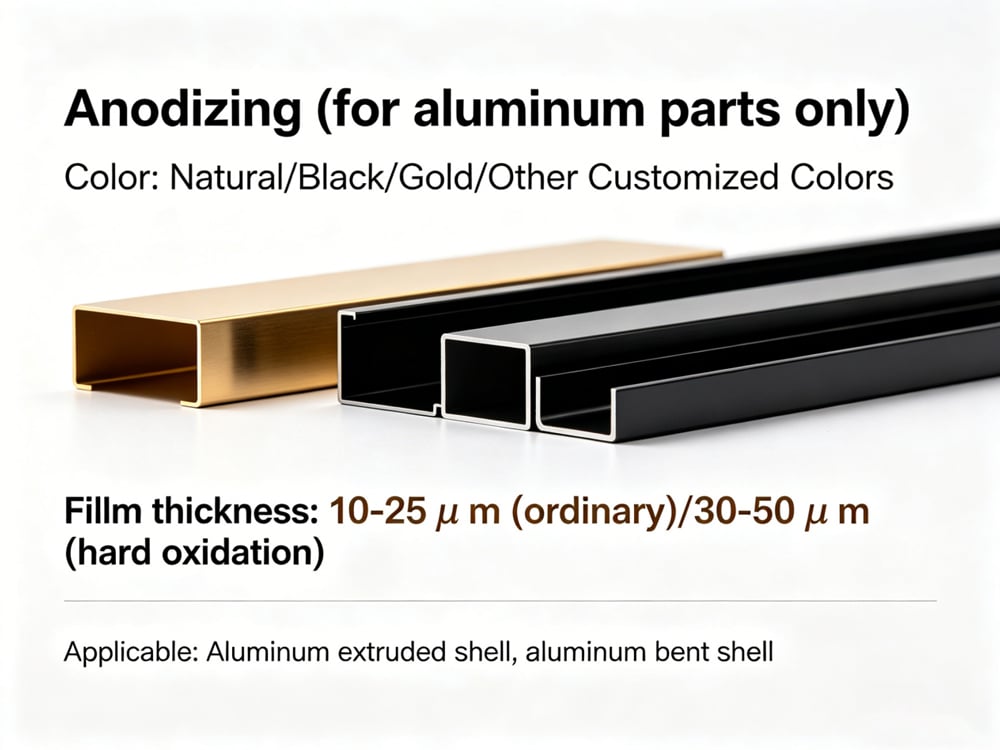
Farge: Naturlig/Svart/Gull/Andre tilpassede farger
Filmtykkelse: 10–25 μm (vanlig)/30–50 μm (hard oksidasjon)
Anvendelig for: Aluminiumsprofilskall, bøyd aluminiumsskall
Galvanisering (rustfritt stål/jern-deler)
Kromplatering (blank/matt), nikkelplatering, titanplatering (titan-gull/rose-gull/svart titan)

Silketrykk/lasermerking
Logo, modell, grensesnittidentifikasjon, skala
Hvordan sikrer vi kvaliteten? Vi bruker målinger som bevis
Mange platemetallfabrikker sier «kvaliteten vår er god», men kan ikke levere rapporter. Vår tilnærming er:
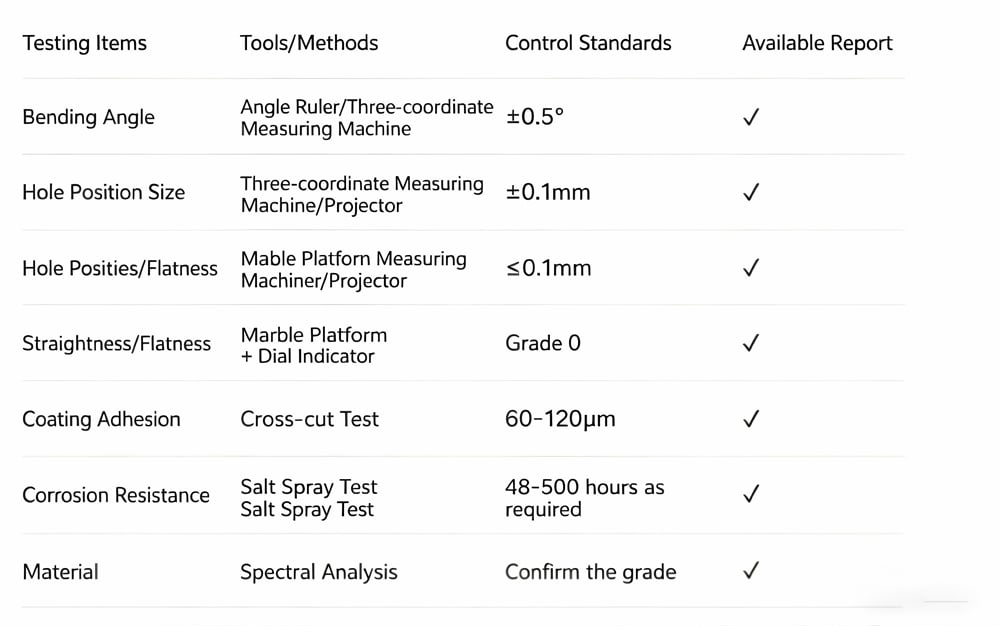
Hver forsendelse kan følges av en målerapport og en rapport over belægningsdybde. Ved kundens forespørsel kan det leveres rapporter fra rutenetttest og salt-sprøyte-test.
Hva er forskjellen mellom oss og andre platemetallfabrikker?
Kunder som har vært i kontakt med oss før og etter i markedet, velger ofte å samarbeide med oss av én av følgende grunner:
1. Starter fra 1 stk; prøvegebyret kan trekkes fra seriefordringen
Verifikasjon av små serier, prototyper, prototypskall – ingen behov for å samle kvantum; selv én enhet kan produseres. Etter bekreftelse av seriefordringen blir prøvegebyret fullt refundert.
2. Fullfør hele prosessen selv uten underleveranse
Bøyning, sveising, pulverlakkering, oksidasjon, tråddragning, silkskjermdruk – prøv å utføre så mye som mulig selv. Ansvarlig for eventuelle problemer er tydelig, og vi trenger ikke at du hjelper oss med å avgjøre om problemet ligger hos bearbeidingsanlegget eller hos bearbeidingsanlegget.
3. Utilfredsstillende mål – gratis ny fremstilling
Forpliktelsen som er skrevet inn i kontrakten. Det er ikke et slagord, det er en absolutt grense.
4. Tilbud innen 24 timer, også for ikke-standard tegninger
Send bilde og få svar på prosessens gjennomførbarhet og tilbud innen 24 timer. Ufullstendige tegninger? Send referansebilder og mål, og ingeniøren vil hjelpe deg med å finne en løsning.
Våre anlegg har tidligere vært brukt i disse bransjene

Samarbeidsprosess (fem trinn – veldig enkel)
Send bilder/krav → CAD/PDF/STEP, eller henvis til bilder + størrelsesbeskrivelse
Vurdering innen 24 timer → Forslag til prosess + tilbud + leveringstid
Bekreft prøvetaking → 3–7 dager for prøver (platemetal), 2–3 uker for ekstrudering og formåpning
Bekreftelse av prøve → Signer masseproduksjonsavtale etter kvalifikasjon
Batchproduksjon + forsendelse → Leveres med inspeksjonsrapport, pakket og sendt
Neste steg kan du gjøre det på denne måten
Har du tegninger?
Send til [email protected] eller via WeChat/WhatsApp +86 17702667581; vi gir tilbud innen 24 timer
Er tegningene dine ikke ferdige ennå?
Beskriv bruksområdet ditt (produkttype, omtrentlig størrelse, materiellkrav, batchstørrelse, krav til utseende), og våre ingeniører hjelper deg med å utvikle en løsning
Ønsker du å se styrken?
Videolenke til produksjonslinjer – laserskjæring, bøyelinjer, spraylinjer, kvalitetsinspeksjonsområder – alt det du ønsker å se
Angående prøve
Vi kan sende materialeprøver, sprayfargekort og børstede/oksiderte prøver for godkjenning
Vi lover at hvis størrelsen eller utseendet ikke oppfyller de avtalte standardene, vil vi gjøre om det uten kostnad. Ikke skyv skylden på andre, og ikke utsett det.
*Tilpassing av rustfritt stål-/aluminiumskall | Bøyning av platemetal/aluminiumsextrudering | Spraying/dukning/oksidasjon/elektroplatering | Minimum én enhet | Samlet kvalitetskontroll av hele prosessen*

Opphavsrett © 2024 av Xiamen Tongchengjianhui Industry & Trade Co., Ltd. - Personvernpolicy
