
Przyjaciele, którzy wykonywali obudowy urządzeń, napotkali podobne problemy: rysunki są wykonane pięknie, ale zakład blacharski wykonał elementy z odchyłką wymiarową wynoszącą 2 mm, a otwory na śruby nie pasują; kolor malowania został dobrany poprawnie, ale przyczepność farby była niska – po dwóch miesiącach użytkowania farba zaczęła się łuszczyć; umówiliśmy się na dostawę w ciągu dwóch tygodni, ale termin został opóźniony o miesiąc i nadal nie ma gotowego produktu.
Jeśli również doświadczasz podobnych problemów, warto poświęcić 3 minuty na przeczytanie tego artykułu. Powiem Ci wprost — Gięcie blachy , malowanie, matowienie i utlenianie są wykonywane w jednej fabryce. Jakie pułapki można uniknąć i jak tego dokonać.
Podsumowanie w jednym zdaniu: Dostosowanie obudowy ze stali nierdzewnej/aluminium , gięcie blachy/obróbka CNC, malowanie/matowienie/anodowanie, od 1 sztuki, darmowa poprawka wymiarów niezgodnych ze specyfikacją
Czy napotkałeś trudności przy obróbce takich obudów?
Którykolwiek z poniższych punktów wskazuje, że poprzedni dostawca miał w przeszłości pewne problemy:
Rozmiar nie jest zgodny
Kąt gięcia odchyla się o pół stopnia, co powoduje ogólną deformację po spawaniu, a otwory na śruby są nieprawidłowo ułożone podczas montażu. Przyczyną jest często niedokładne obliczenia lub brak potwierdzenia pierwszego egzemplarza po gięciu.
Odpryski farby / różnica w kolorze
Delikatne podrapanie paznokciem powoduje odpadanie warstwy farby lub kilka jednostek z tej samej partii może mieć różne odcienie koloru. Problem wynika z niewystarczającej obróbki wstępnej lub braku kontroli grubości warstwy farby oraz kąta zawieszenia podczas natrysku.
Występują wady wizualne.
Rysunek ma paski, nieregularny kolor utlenienia oraz wyboje na krawędziach i narożnikach. To nie są bagatelne sprawy, które nie wpływają na użytkowanie – urządzenie umieszczane jest w sali wystawowej lub laboratorium, a faktura obudowy bezpośrednio decyduje o pierwszym wrażeniu klienta związanym z Waszym produktem.
Data dostawy została wielokrotnie odłożona.
Umówiliśmy się na zmianę terminu z dwóch tygodni na jeden miesiąc, ale za każdym razem, gdy pytamy o postęp, słyszymy: „Już prawie gotowe”. Wiele razy różne zakłady produkcyjne odpowiadają za gięcie, malowanie i utlenianie, a zablokowanie jednego etapu powoduje całkowity postój całej linii produkcyjnej.
Jeśli nie napotkałeś żadnej z powyższych sytuacji — gratulujemy, wybrałeś dobrego dostawcę. Jeśli jednak zdarzyły Ci się przypadki opisane w punktach 1–2, poniższa sekcja może okazać się dla Ciebie przydatna.
Rodzaje obudów ze stali nierdzewnej/alu
Nasze procesy obejmują dwie główne ścieżki technologiczne – możesz dobrać je odpowiednio do wymagań produktu:
Obudowy z blachy giętej (odpowiednie dla małych i średnich partii oraz skomplikowanych konstrukcji)
Materiały: stal nierdzewna SUS304/316, blacha aluminiowa 5052/6061, blacha stalowa zimno toczone SPCC, blacha ocynkowana SECC
Proces: cięcie laserem (± 0,1 mm) → gięcie CNC (± 0,5°, maks. długość 3,2 m) → spawanie/wklejanie/klipsowanie → obróbka powierzchni
Zastosowanie: obudowy przyrządów i mierników, obudowy przemysłowych szaf sterowniczych, obudowy zasilaczy, obudowy urządzeń niestandardowych
Aluminiowa obudowa wytłaczana (właściwą dla długich profili, dużych ilości oraz wysokich wymagań dotyczących odprowadzania ciepła)
Materiał: 6063-T5 (gładka powierzchnia, dobra kwalifikacja do wytłaczania)
Proces: wykonanie matrycy (2–3 tygodnie) → wytłaczanie → cięcie → obróbka CNC → obróbka powierzchniowa
Zastosowanie: profile odprowadzające ciepło z projektora, obudowy lamp LED, obudowy szyn montażowych urządzeń, przenośne przyrządy pomiarowe
Realizujemy oba procesy, więc klienci nie muszą poszukiwać dwóch oddzielnych zakładów.

Ostateczna tekstura obudowy zależy w 70% od obróbki powierzchniowej. Nie zlecamy jej podwykonawcom – cała standardowa obróbka powierzchniowa odbywa się w naszym własnym zakładzie.
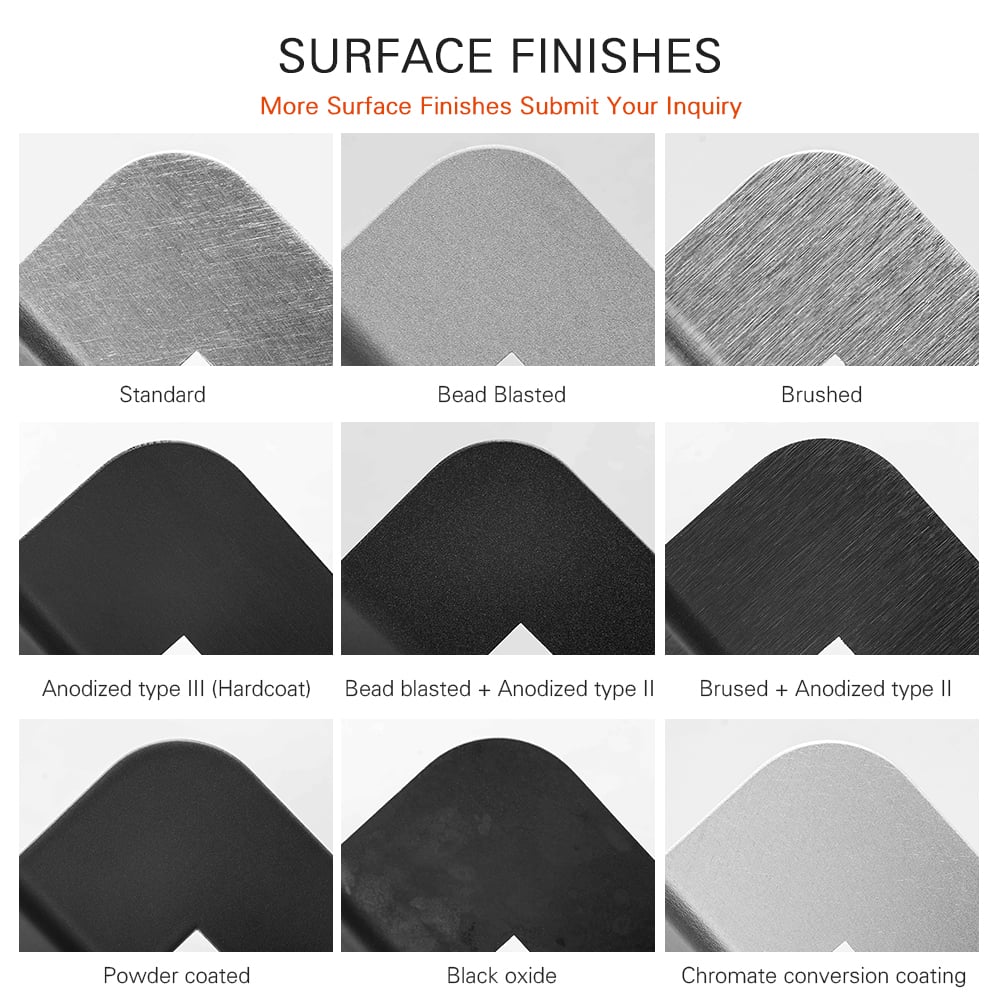
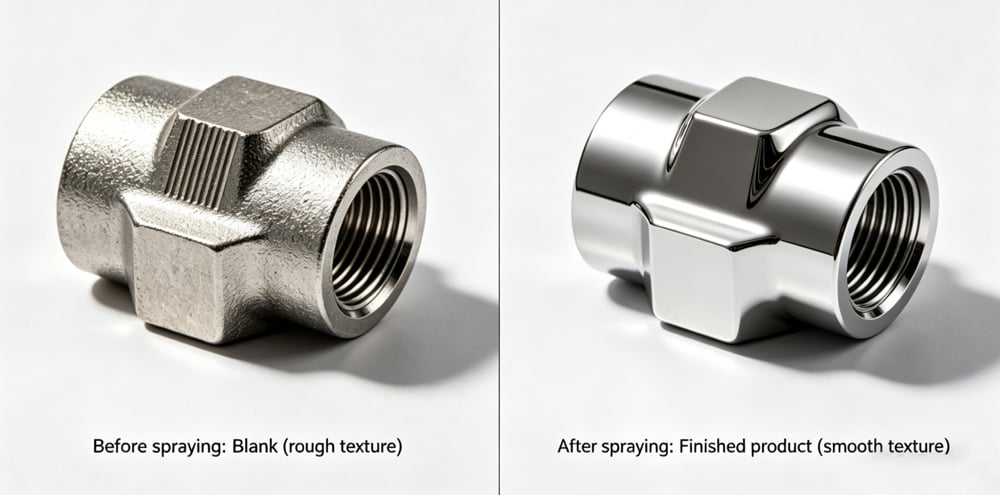
Malowanie proszkowe (malowanie proszkowe / ciekłe farby pieczone) – najbardziej powszechne
Przetwarzanie wstępnego: odtłuszczanie → płukanie wodą → silanowanie/fosfatacja (dla części żelaznych) lub chromowanie (dla części aluminiowych) – ten etap jest pomijany, co może powodować problemy z przyczepnością
Grubość powłoki: proszkowa 60–120 μm / ciekła 30–50 μm
Kolor: pełna seria karty kolorów RAL, Pantone; dostosowanie na podstawie dostarczonych próbek
Tekstura: wzór piaskowy / gładka / wysokie połysku / wzór pomarańczowy / wzór młotkowy
Badania: test siatki sto-komórkowej (poziom przyczepności 0) + pomiary grubości warstwy za pomocą miernika grubości powłoki (próbkowanie) + test oporu korozji w atmosferze solnej (w razie potrzeby)
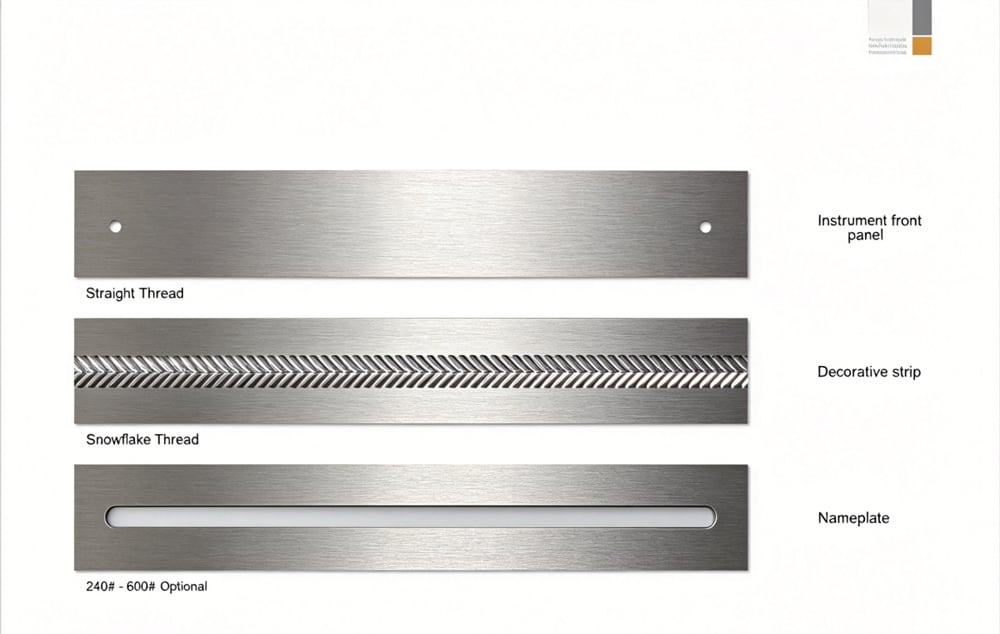
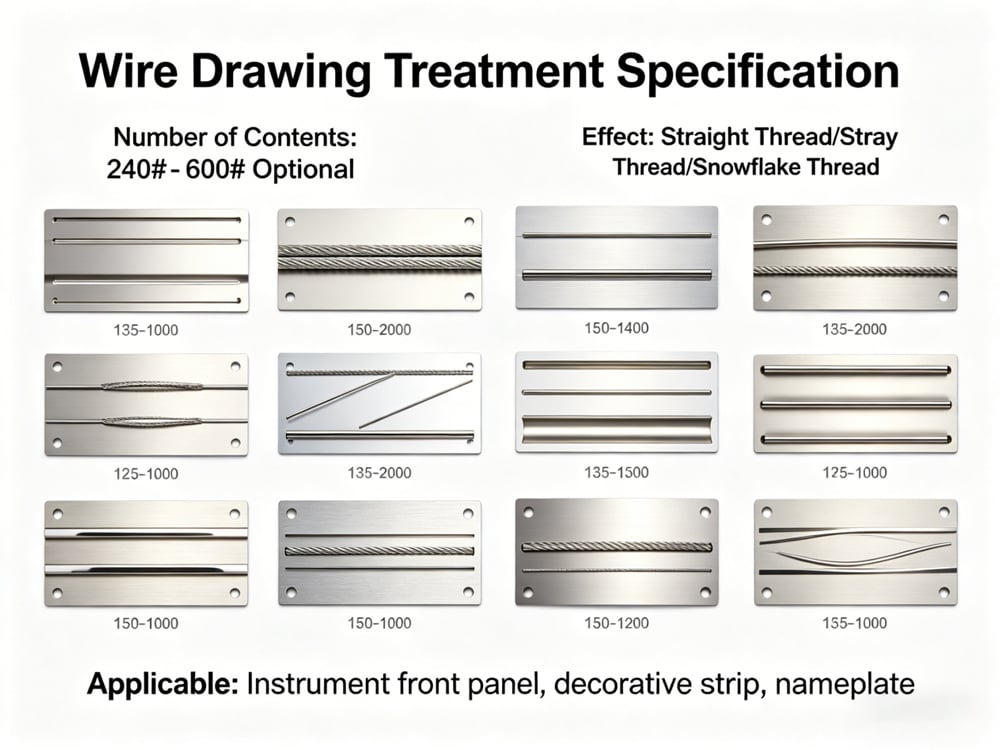
Obróbka wiórkowa (płyty ze stali nierdzewnej / aluminium)
Liczba zawartości: opcjonalnie od 240# do 600#
Efekt: wątek prosty / wątek rozproszony / wątek płatkowy
Zastosowanie: panel czołowy przyrządów, pasek dekoracyjny, tabliczka znamionowa
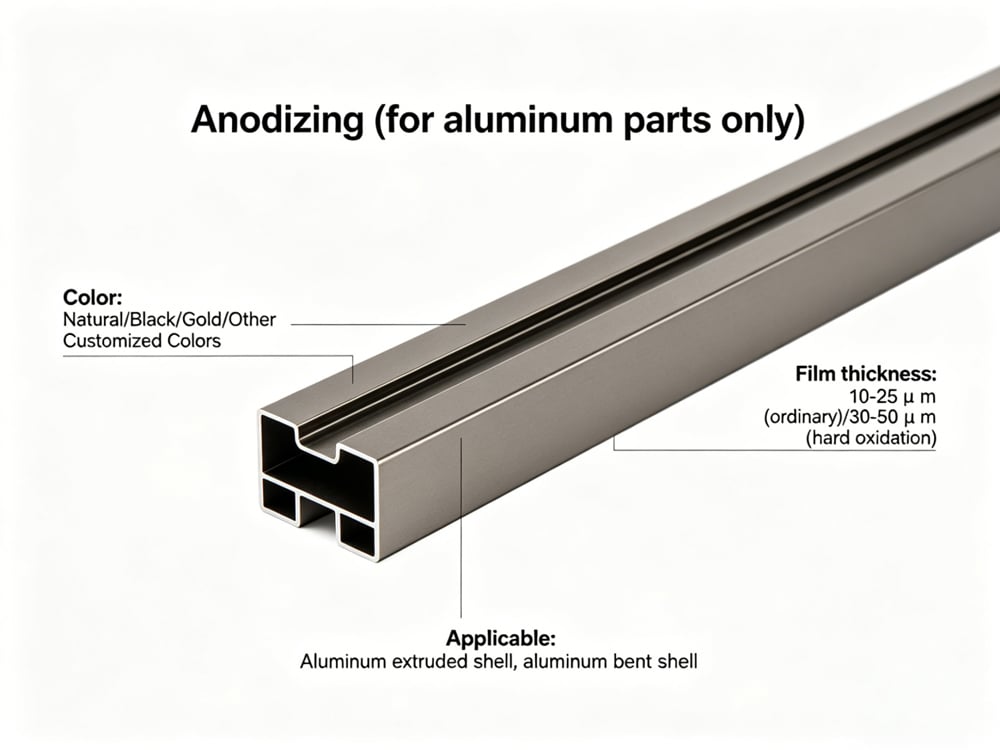
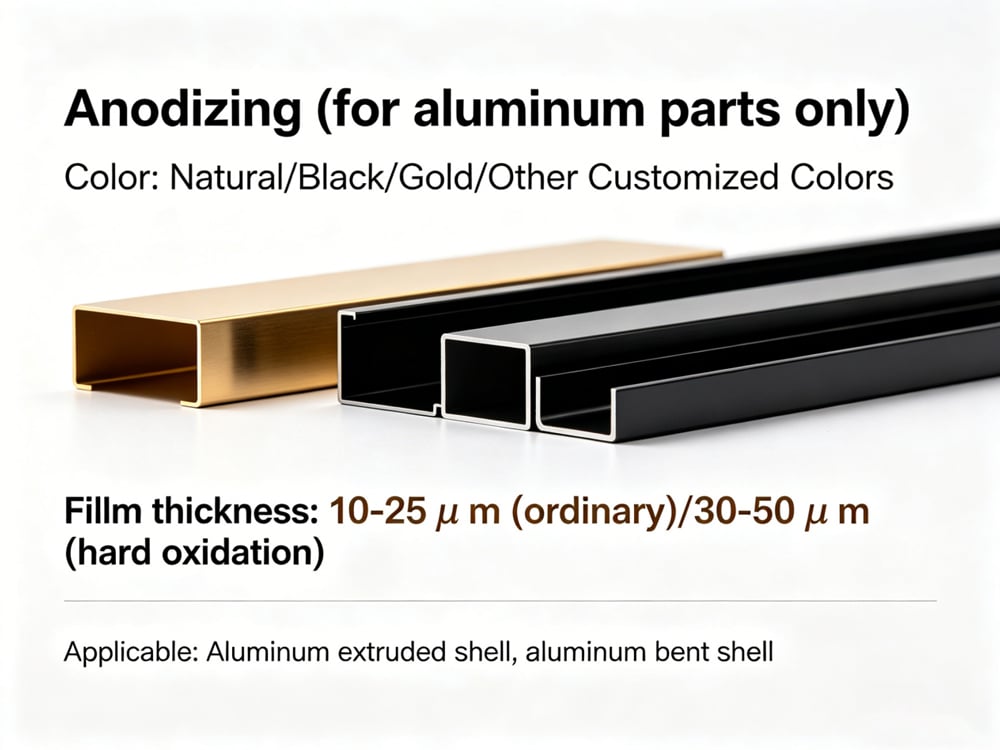
Kolor: naturalny/czarny/złoty/inne kolory dostosowane
Grubość warstwy: 10–25 μm (standardowa)/30–50 μm (utwardzona anodizacja)
Zastosowanie: obudowa z profili aluminiowych, obudowa wygięta z aluminium
Powlekanie elektrolityczne (części ze stali nierdzewnej/żelaza)
Powlekanie chromem (połyskujące/matowe), powlekanie niklem, powlekanie tytanem (tytanowo-złote/tytanowo-różowe/tytanowo-czarne)

Druk sitodrukowy/znakowanie laserem
Logo, model, identyfikacja interfejsu, linie skalowania
Jak zapewnić jakość? Opieramy się na wynikach badań.
Wiele zakładów produkujących blachy twierdzi „nasza jakość jest dobra”, ale nie może przedstawić odpowiednich raportów. Nasze podejście wygląda następująco:
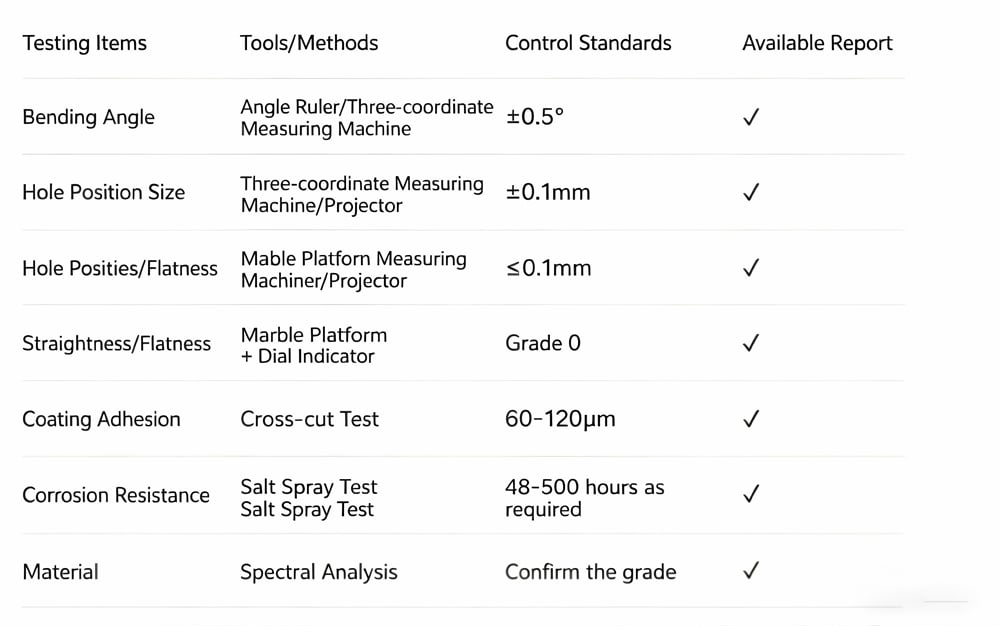
Do każdej przesyłki można dołączyć raport z pomiaru wymiarów oraz raport z pomiaru grubości warstwy. Na żądanie klienta możemy również dostarczyć raport z testu siatki sto-komórkowej oraz raport z testu korozyjnego w atmosferze solnej.
Jakie są różnice między nami a innymi fabrykami blachy?
Klienci, którzy zwracali się do nas wcześniej i później na rynku, często decydują się na współpracę z powodu jednej z poniższych przyczyn:
1. Produkcja od 1 sztuki – opłata za próbkę może zostać odliczona od zamówienia seryjnego
Weryfikacja małych partii, prototypy, obudowy prototypów – nie ma potrzeby gromadzenia ilości; nawet jedna sztuka może zostać wyprodukowana. Po potwierdzeniu zamówienia seryjnego opłata za próbkę zostanie w pełni zwrócona.
2. Pełne realizowanie całego procesu we własnym zakresie, bez podwykonawstwa
Gięcie, spawanie, malowanie proszkowe, utlenianie, matowienie (szlifowanie), druk sitodrukowy – staramy się wykonywać jak najwięcej etapów we własnym zakresie. Odpowiedzialność za ewentualne problemy jest jasno określona, a Państwo nie muszą nam pomagać w ustalaniu, czy problem wynika z zakładu przetwarzającego, czy z innego źródła.
3. Niespełnienie wymaganych wymiarów – darmowa ponowna produkcja
Zobowiązanie zawarte w umowie. To nie jest hasło marketingowe, lecz podstawa współpracy.
4. Oferta cenowa w ciągu 24 godzin – także dla rysunków niestandardowych
Wyślij zdjęcie i odpowiedz na nie w ciągu 24 godzin, podając ocenę wykonalności procesu oraz ofertę cenową. Niekompletne rysunki? Wyślij zdjęcia referencyjne wraz z wymiarami – nasz inżynier pomoże opracować rozwiązanie.
Nasze wyposażenie było już wykorzystywane w tych branżach.

Proces współpracy (pięć kroków – bardzo prosty)
Wyślij zdjęcia/wymagania → pliki CAD/PDF/STEP lub zdjęcia referencyjne wraz z opisem wymiarów
Ocena w ciągu 24 godzin → propozycja procesu + oferta cenowa + czas dostawy
Potwierdzenie zamówienia próbek → 3–7 dni roboczych na próbki z blachy, 2–3 tygodnie na ekstruzję oraz otwarcie formy
Potwierdzenie próbek → podpisanie umowy na masową produkcję po ich zakwalifikowaniu
Masowa produkcja + wysyłka → towarzyszy jej raport z inspekcji, produkty są zapakowane i wysyłane
Następnie możesz postąpić w ten sposób
Czy posiadasz rysunki?
Wyślij na adres [email protected] lub za pośrednictwem WeChat/WhatsApp: +86 17702667581; odpowiedź z ofertą w ciągu 24 godzin
Czy jeszcze nie ukończono rysunku?
Opisz scenariusz zastosowania (typ produktu, przybliżone wymiary, wymagania materiałowe, wielkość partii, wymagania dotyczące wyglądu), a nasi inżynierowie pomogą opracować odpowiednie rozwiązanie
Czy chcesz zobaczyć wytrzymałość?
Link do filmu przedstawiającego linie produkcyjne – cięcie laserem, gięcie, malowanie proszkowe oraz strefy kontroli jakości; możesz obejrzeć dowolny wybrany obszar
W sprawie próbki
Możemy przesłać próbki materiału, karty kolorów malowania proszkowego oraz próbki powierzchni matowych/utlenionych do zatwierdzenia
Gwarantujemy, że jeśli wymiary lub wygląd nie będą zgodne z uzgodnionymi standardami, wykonamy ponownie elementy bez dodatkowych kosztów. Nie przenosimy winy i nie zwlekamy z realizacją.
*Dostosowanie obudów ze stali nierdzewnej/aluminium | Gięcie blachy / ekstruzja aluminium | Malowanie proszkowe / matowanie / utlenianie / galwanizacja | minimalna ilość zamówienia: 1 sztuka | jednolita kontrola jakości na całym etapie produkcji*

Prawa autorskie © 2024 należą do Xiamen Tongchengjianhui Industry & Trade Co., Ltd. - Polityka prywatności