
Des collègues ayant fait fabriquer des boîtiers d’équipements ont rencontré des problèmes similaires : les plans sont magnifiquement dessinés, mais l’usine de tôlerie produit des pièces présentant un écart dimensionnel de 2 millimètres, et les trous pour les vis ne correspondent pas ; La couleur de la peinture par pulvérisation a été correctement choisie, mais l’adhérence n’était pas satisfaisante, et la peinture a commencé à s’écailler après deux mois d’utilisation ; Nous avions convenu d’une livraison sous deux semaines, mais celle-ci a été retardée d’un mois et le produit n’est toujours pas prêt.
Si vous rencontrez également ces problèmes, cet article mérite que vous y consacriez 3 minutes de lecture. Je vais vous le dire directement—— Pliage de tôle , la pulvérisation, le marquage et l’anodisation sont toutes réalisées dans une seule usine. Quels écueils peuvent être évités, et comment y parvenir.
Résumé en une phrase : Personnalisation de coque en acier inoxydable ou en aluminium , pliage de tôle ou usinage CNC, pulvérisation, marquage ou anodisation, à partir d’un seul exemplaire, retouches gratuites pour les dimensions non conformes
Avez-vous rencontré des difficultés lors du traitement de ces coques ?
L’un des éléments suivants indique que votre fournisseur précédent a connu un problème à un moment donné :
Les dimensions ne correspondent pas
L’angle de pliage présente un décalage de demi-degré, provoquant une déformation globale après soudage, et les trous pour vis sont mal alignés lors du montage. La cause en est souvent un calcul imprécis ou un défaut de vérification de la première pièce lors du pliage.
Défauts de peinture par pulvérisation / différence de teinte
Détachez délicatement avec vos ongles et les pièces se détacheront, ou plusieurs unités d’un même lot peuvent présenter des couleurs différentes. Le problème provient d’un prétraitement insuffisant ou d’un défaut de maîtrise de l’épaisseur du film et de l’angle de suspension lors de la projection.
Des défauts apparaissent à la surface.
Le dessin présente des stries, une couleur d’oxydation inégale, ainsi que des bavures sur les bords et les angles. Il ne s’agit pas de détails anodins n’affectant pas l’utilisation — l’instrument est placé dans une salle d’exposition ou un laboratoire, et le rendu de la coque détermine directement la première impression du client vis-à-vis de votre produit.
La date de livraison a été repoussée encore et encore.
Nous avions convenu de passer de deux semaines à un mois, et à chaque relance, on nous répond « c’est presque prêt ». À de nombreuses reprises, en raison des opérations de pliage, de projection et d’oxydation, plusieurs usines sont sollicitées, et un seul maillon bloqué paralyse toute la chaîne.
Si vous n'avez rencontré aucune des situations décrites ci-dessus, félicitations : vous avez choisi un bon fournisseur. Si vous remplissez 1 à 2 de ces critères, la section suivante pourrait vous être utile.
Types de boîtiers en acier inoxydable / aluminium que nous pouvons fabriquer
Notre processus couvre deux voies principales, que vous pouvez sélectionner en fonction des exigences de votre produit :
Boîtier embouti en tôle (adapté aux petites et moyennes séries, structures complexes)
Matériaux : acier inoxydable SUS304/316, tôle d’aluminium 5052/6061, tôle d’acier laminée à froid SPCC, tôle galvanisée SECC
Procédé : découpe au laser (± 0,1 mm) → pliage CNC (± 0,5 °, longueur maximale 3,2 mètres) → soudage / rivetage → traitement de surface
Applications : boîtiers d’instruments et de compteurs, armoires de commande industrielle, armoires d’alimentation électrique, boîtiers d’équipements non standard
Boîtier en aluminium extrudé (adapté aux profilés longs, grandes quantités, besoins élevés en dissipation thermique)
Matériau : 6063-T5 (surface lisse, bonne aptitude à l’extrusion)
Processus : Fabrication du moule (2 à 3 semaines) → Extrusion → Découpe → Usinage CNC postérieur → Traitement de surface
Applications : Profilés de dissipation thermique pour projecteurs, corps de lampes LED, boîtiers de rails d’équipements, instruments portatifs
Nous maîtrisons les deux processus, ce qui évite aux clients de devoir faire appel à deux usines distinctes.

La texture finale du boîtier dépend à 70 % du traitement de surface. Nous ne sous-traitons pas cette étape : tous les traitements courants sont réalisés dans notre propre usine.
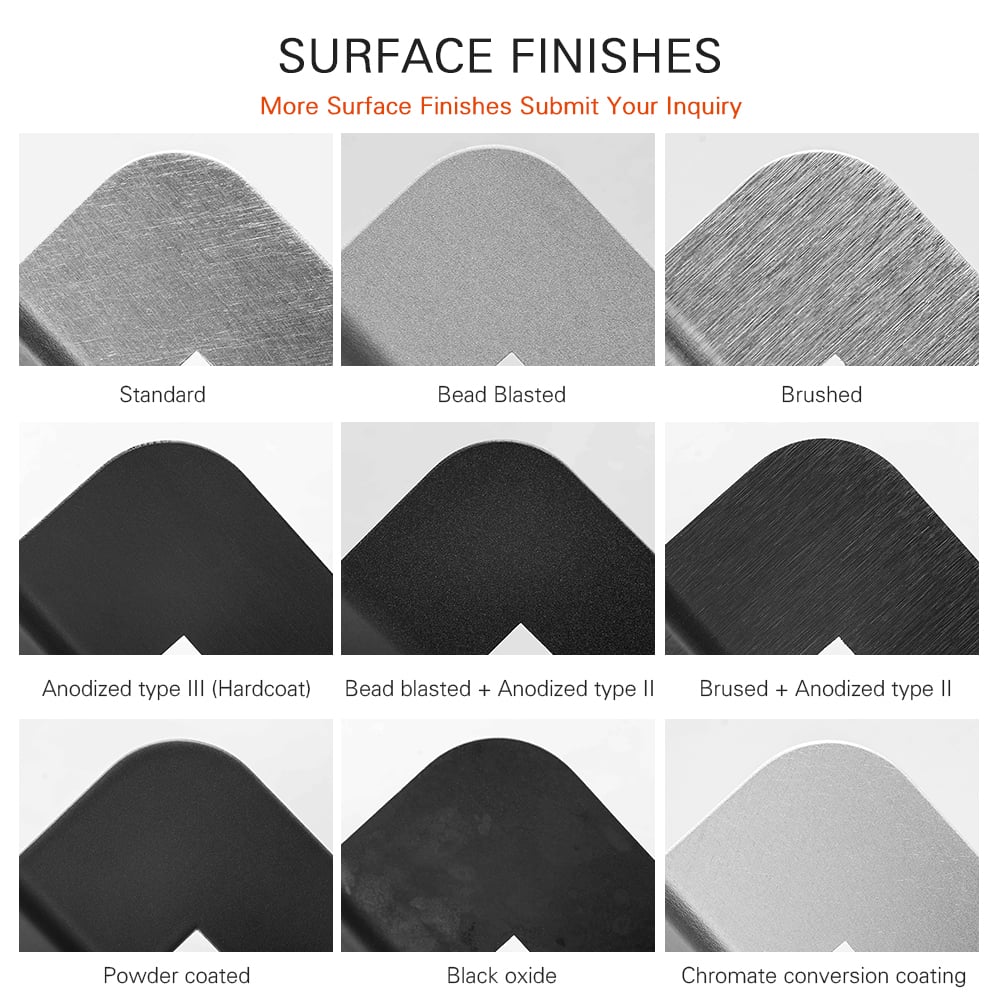
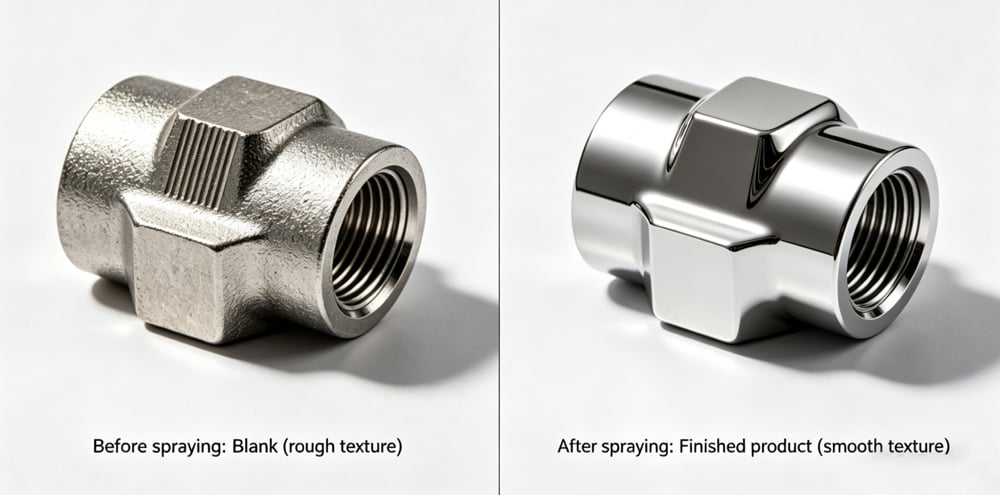
Revêtement par pulvérisation (peinture poudre / peinture liquide cuite au four) – le plus couramment utilisé
Prétraitement : dégraissage → rinçage à l’eau → silanisation / phosphatation (pour les pièces en fer) ou chromation (pour les pièces en aluminium) – cette étape est omise, ce qui peut entraîner des problèmes d’adhérence
Épaisseur du revêtement : poudre 60–120 μm / liquide 30–50 μm
Couleur : gamme complète de la carte de couleurs RAL, Pantone, personnalisation sur la base d’échantillons fournis
Texture : motif sablé / lisse / brillant / motif orange / motif martelé
Essais : essai de la grille centenaire (niveau d’adhérence 0) + prélèvement d’échantillons à l’aide d’un micromètre pour épaisseur de film + essai en brouillard salin (selon besoin)
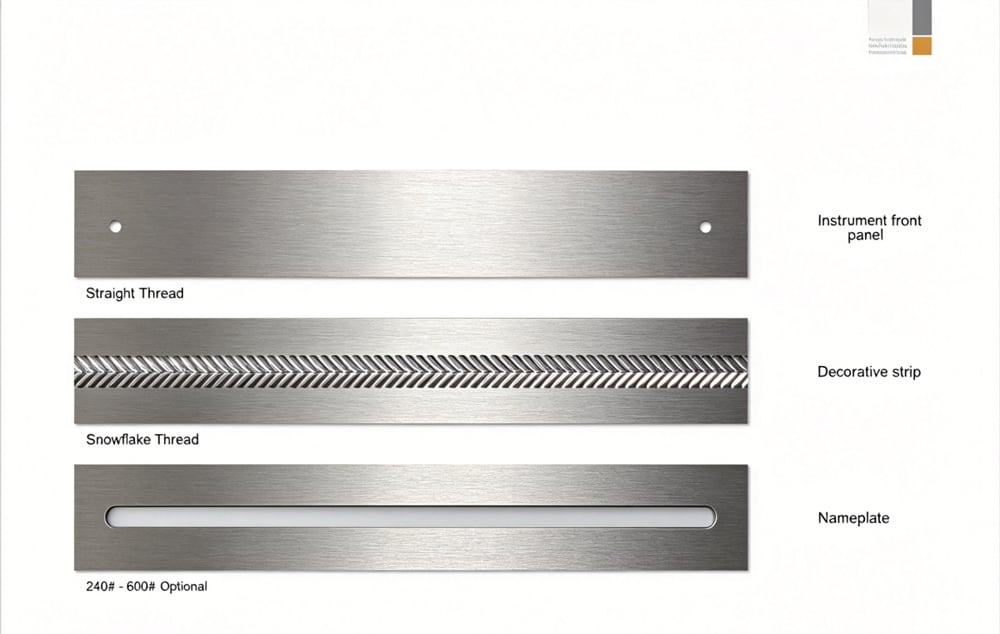
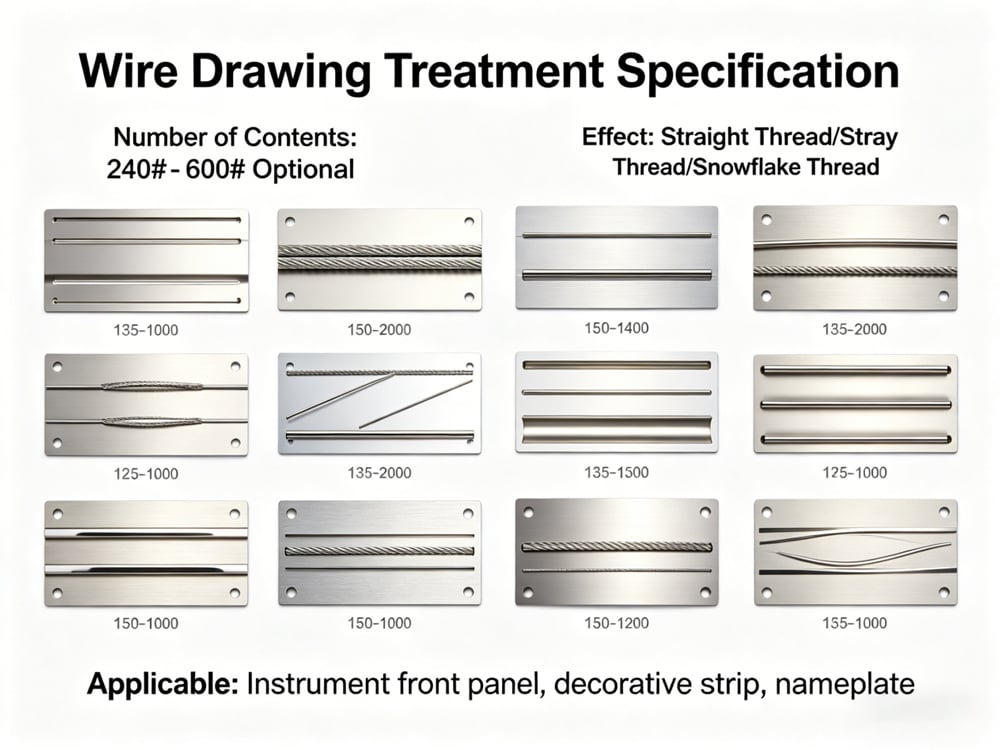
Traitement par filage (panneau en acier inoxydable / aluminium)
Nombre de contenus : 240 # à 600 #, en option
Effet : filet droit / filet dispersé / filet floconneux
Applications : panneau avant d’instrument, bande décorative, plaque signalétique
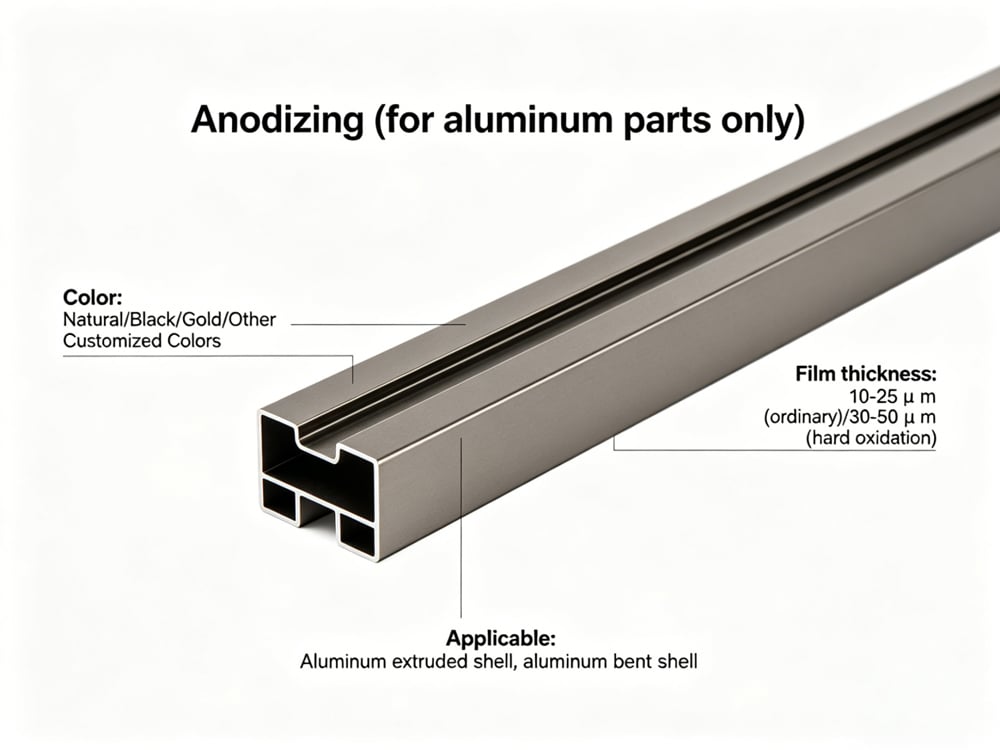
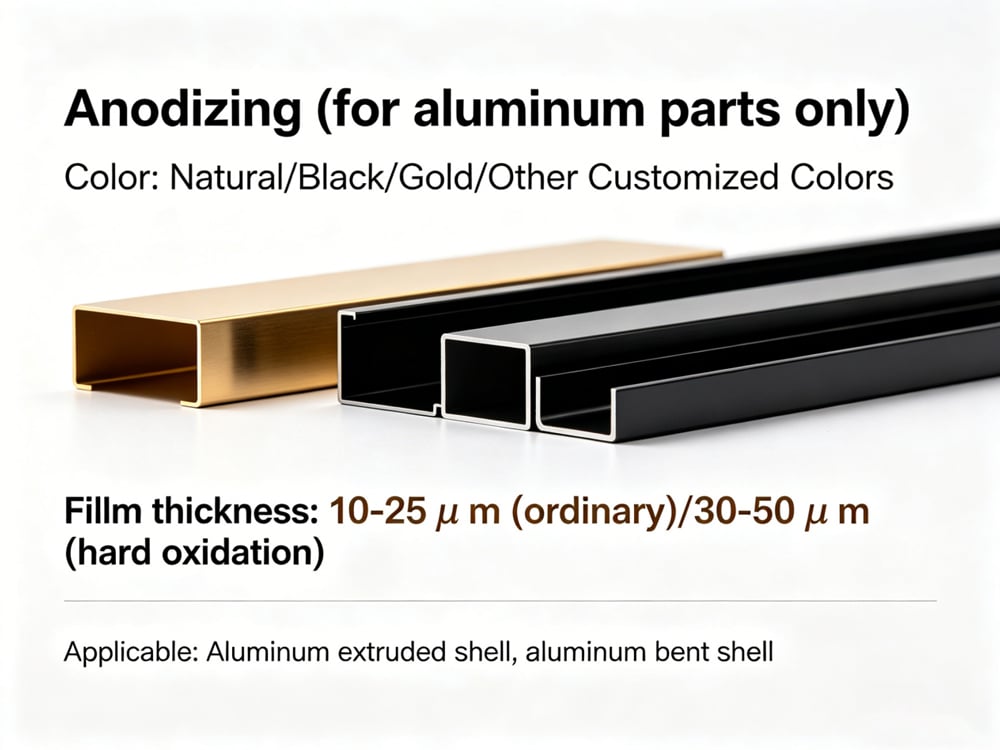
Couleur : naturelle / noire / dorée / autres couleurs sur mesure
Épaisseur du film : 10–25 μm (ordinaire) / 30–50 μm (anodisation dure)
Applications : enveloppe en aluminium extrudé, enveloppe en aluminium plié
Galvanoplastie (pièces en acier inoxydable / fer)
Placage chromé (brillant/mat), placage nickel, placage titane (or titane/rose or titane noir)

Impression sérigraphique/marquage au laser
Logo, modèle, identification de l’interface, graduation
Comment garantir la qualité ? Nous faisons parler les contrôles
De nombreuses usines de tôlerie affirment « notre qualité est excellente », mais ne peuvent pas fournir de rapports. Notre approche consiste en ceci :
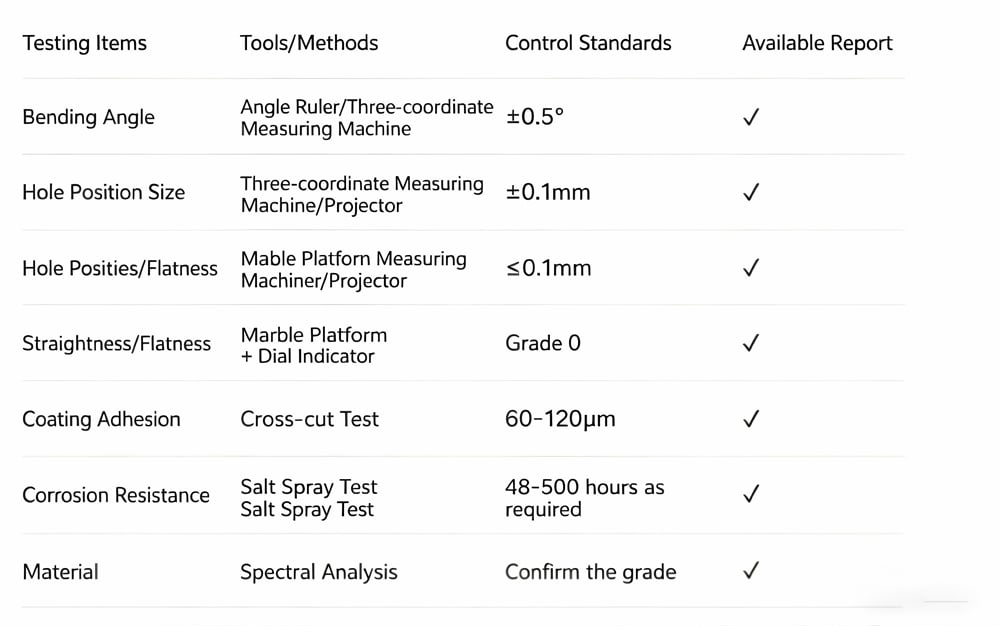
Chaque expédition peut être accompagnée d’un rapport de contrôle des dimensions et d’un rapport d’épaisseur du revêtement. Sur demande du client, un rapport de test de quadrillage (« hundred grid ») et un rapport d’essai en brouillard salin peuvent également être fournis.
Quelles sont les différences entre nous et les autres usines de tôlerie ?
Les clients qui nous ont contactés avant et après avoir sollicité d’autres fournisseurs sur le marché choisissent souvent de collaborer avec nous pour l’une des raisons suivantes :
1. À partir d’une pièce, les frais d’échantillon peuvent être déduits de la commande en série
Vérification en petite série, prototype, coque de prototype — pas besoin d’atteindre une quantité minimale : même une seule pièce peut être réalisée. Une fois la commande en série confirmée, les frais d’échantillonnage sont intégralement remboursés.
2. Effectuer l’ensemble du processus vous-même, sans sous-traitance
Pliage, soudage, peinture par pulvérisation, oxydation, brossage, impression sérigraphique — essayez d’effectuer le plus possible de ces opérations vous-même. La responsabilité en cas de problème est clairement établie, et nous n’avons pas besoin que vous nous aidiez à déterminer s’il s’agit d’un problème lié à l’atelier de traitement ou à un autre atelier.
3. Pièces non conformes en termes de dimensions : refabrication gratuite
Engagement inscrit dans le contrat. Il ne s’agit pas d’un simple slogan, mais d’une ligne rouge.
4. Devis sous 24 heures, même pour les dessins non standard
Envoyez une photo et recevez, dans les 24 heures, une réponse indiquant la faisabilité du procédé ainsi qu’un devis. Dessins incomplets ? Envoyez des photos de référence accompagnées des cotes, et notre ingénieur vous proposera une solution.
Nos équipements ont déjà été utilisés dans ces secteurs industriels

Processus de collaboration (cinq étapes, très simple)
Envoyez des photos/exigences → fichiers CAD/PDF/STEP, ou référez-vous à des photos + description des dimensions
Évaluation sous 24 heures → proposition de procédé + devis + délai de livraison
Confirmation de l’échantillonnage → 3 à 7 jours pour l’échantillon (tôles métalliques), 2 à 3 semaines pour l’extrusion et l’ouverture du moule
Confirmation de l’échantillon → Signature du contrat de production en série après qualification
Production par lots + expédition → Livré avec un rapport d’inspection, emballé et expédié
Ensuite, vous pouvez procéder ainsi
Disposez-vous de plans ?
Envoyez-les à [email protected] ou via WeChat/WhatsApp au +86 17702667581 ; réponse avec devis sous 24 heures
N’avez-vous pas encore terminé vos plans ?
Décrivez votre scénario d’utilisation (type de produit, dimensions approximatives, exigences en matière de matériaux, volume de lot, exigences esthétiques) et nos ingénieurs vous aideront à élaborer une solution
Souhaitez-vous vérifier la résistance ?
Lien vidéo pour visionner les lignes de production — découpe laser, pliage, peinture, zones d’inspection qualité — partout où vous souhaitez regarder
Concernant l'échantillon
Nous pouvons envoyer des échantillons de matière, des cartes de teintes par pulvérisation et des échantillons brossés/oxidés pour validation
Nous nous engageons à refaire gratuitement les pièces si leurs dimensions ou leur apparence ne correspondent pas aux normes convenues. Pas de recherche de bouc émissaire, pas de procrastination.
*Personnalisation de coque en acier inoxydable/aluminium | Pliage de tôle/extrusion d’aluminium | Pulvérisation/traitement de surface (brossage/oxidation)/électroplacage | Minimum 1 pièce | Contrôle qualité unifié sur l’ensemble du processus*

Droits d'auteur © 2024 par Xiamen Tongchengjianhui Industry & Trade Co., Ltd. - Politique de confidentialité