
Друзья, которые изготавливали корпуса оборудования, сталкивались с подобными проблемами: чертежи выполнены безупречно, однако на заводе по обработке листового металла получается отклонение по размерам в 2 мм, а отверстия под крепёжные винты не совпадают; Цвет покраски был выбран правильно, но адгезия оказалась недостаточной, и через два месяца эксплуатации краска начала отслаиваться; Мы договорились о поставке в течение двух недель, однако срок уже задержан на месяц, а изделие до сих пор не готово.
Если у вас тоже возникают подобные трудности, стоит потратить 3 минуты на чтение этой статьи. Я расскажу вам напрямую — Гибка листового металла , окраска, матирование и анодирование выполняются на одном предприятии. Какие подводные камни можно избежать и как этого добиться.
Краткое резюме в одном предложении: Индивидуальная разработка корпусов из нержавеющей стали или алюминия , гибка листового металла / фрезерная обработка на станках с ЧПУ, окраска / матирование / анодирование, от 1 шт., бесплатная доработка при несоответствии размеров заданным параметрам
Сталкивались ли вы с трудностями при обработке таких корпусов?
Любой из следующих признаков указывает на то, что у вашего предыдущего поставщика в какой-то момент возникали проблемы:
Размеры не совпадают
Угол гибки отклонён на полградуса, что приводит к общей деформации после сварки, а отверстия под крепёжные винты не совпадают при сборке. Причина чаще всего заключается в неточной расчётной подготовке или отсутствии подтверждения первого образца при гибке.
Слой краски отслаивается / различия в цвете
Аккуратно подцепите ногтями — фрагменты отпадут сами, либо несколько единиц из одной партии могут иметь разные оттенки. Проблема заключается в недостаточной предварительной обработке или несоблюдении требований к толщине наносимой плёнки и углу подвески при распылении.
Имеются дефекты внешнего вида.
На чертеже присутствуют полосы, неравномерный цвет оксидной плёнки, а также заусенцы на кромках и углах. Это вовсе не мелочи, не влияющие на эксплуатацию: прибор размещается в выставочном зале или лаборатории, и текстура корпуса напрямую формирует первое впечатление клиента о вашем продукте.
Срок поставки неоднократно переносится.
Мы договорились изменить срок поставки с двух недель на один месяц, однако каждый раз, когда мы уточняем статус, нам отвечают: «Почти готово». Часто из-за операций гибки, покраски и анодирования задействуются разные заводы, и если один этап задерживается, вся производственная цепочка останавливается.
Если вы не сталкивались ни с одной из вышеуказанных ситуаций, поздравляем: вы выбрали хорошего поставщика. Если вы соответствуете 1–2 пунктам, следующий раздел может оказаться для вас полезным.
Типы корпусов из нержавеющей стали/алюминия, которые мы можем изготовить
Наш технологический процесс охватывает два основных направления, и вы можете выбрать подходящее в зависимости от требований к изделию:
Корпус из листового металла методом гибки (подходит для небольших и средних партий, сложных конструкций)
Материалы: нержавеющая сталь SUS304/316, алюминиевый лист 5052/6061, холоднокатаная сталь SPCC, оцинкованный лист SECC
Технологический процесс: лазерная резка (±0,1 мм) → гибка на ЧПУ (±0,5°, максимальная длина 3,2 м) → сварка/клёпка → отделка поверхности
Область применения: корпуса приборов и измерительных устройств, промышленные шкафы управления, шкафы источников питания, корпуса нестандартного оборудования
Алюминиевый профильный корпус (подходит для длинных деталей, крупных партий, высоких требований к теплоотводу)
Материал: 6063-T5 (гладкая поверхность, хорошая экструзионная способность)
Процесс: Изготовление пресс-формы (2–3 недели) → Экструзия → Резка → Послепроцессная обработка на станках с ЧПУ → Обработка поверхности
Применение: профили для теплоотвода проекторов, корпуса светодиодных ламп, корпуса направляющих рельсов оборудования, портативные приборы
Мы выполняем оба процесса, поэтому клиентам не нужно обращаться в два отдельных завода.

Окончательная текстура корпуса на 70 % зависит от обработки поверхности. Мы не передаём работы субподрядчикам: вся стандартная обработка выполняется на нашем собственном заводе.
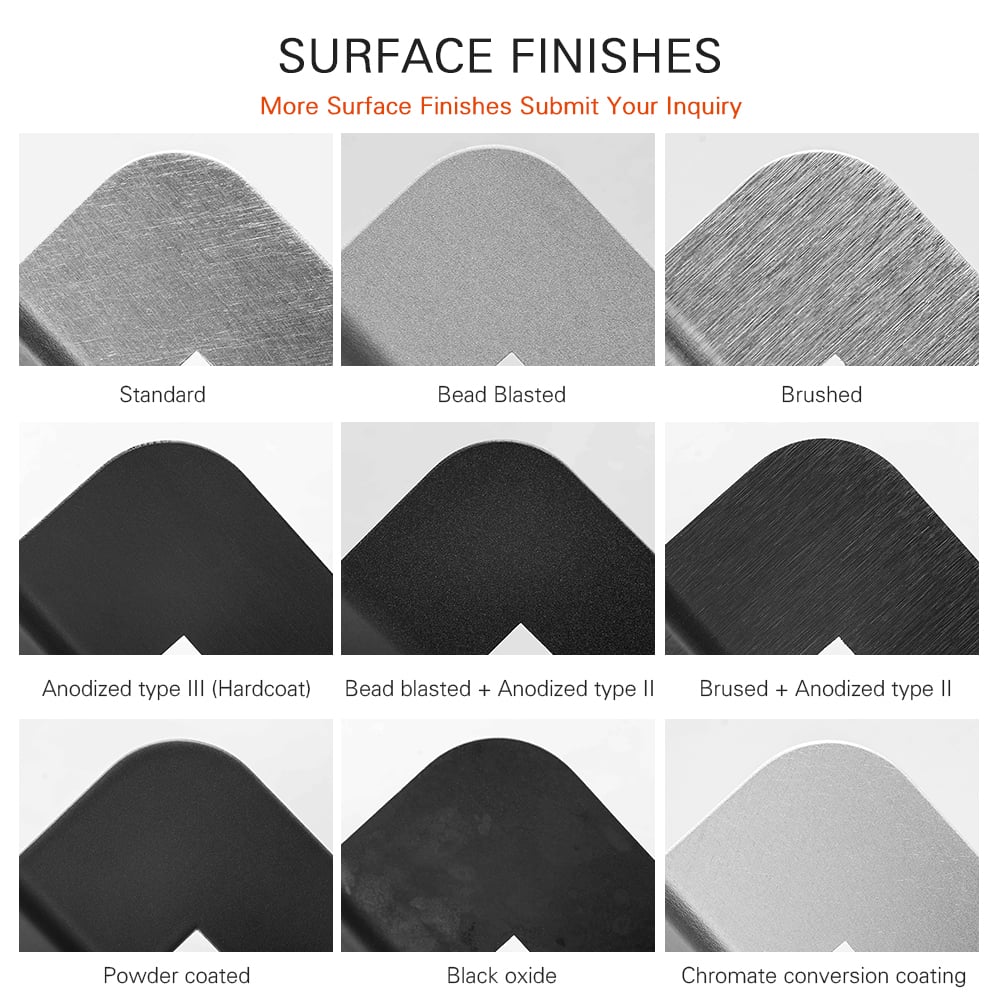
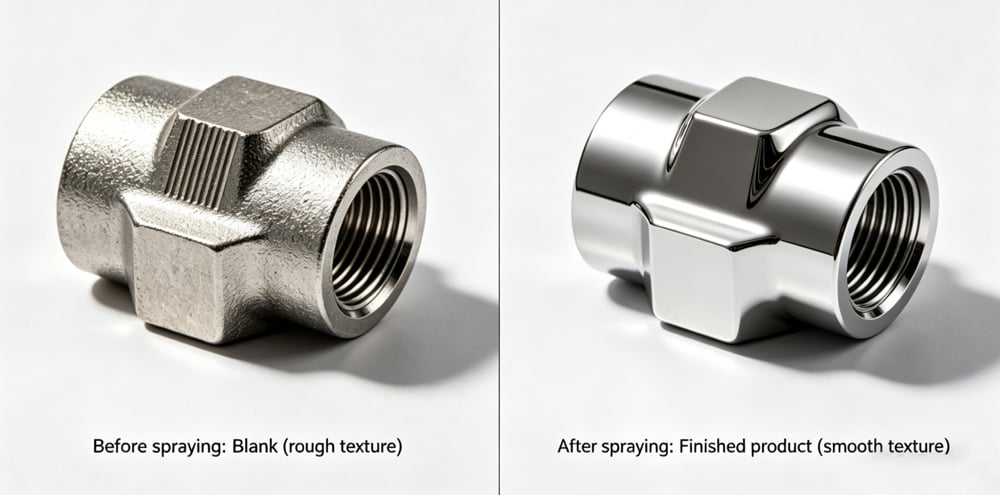
Окраска распылением (порошковое покрытие / жидкое термостойкое покрытие) — наиболее распространённый метод
Подготовка поверхности: обезжиривание → промывка водой → силанизация / фосфатирование (для стальных деталей) или хромирование (для алюминиевых деталей) — этот этап опускается, что может привести к проблемам с адгезией покрытия
Толщина покрытия: порошковое — 60–120 мкм, жидкое — 30–50 мкм
Цвет: полная серия цветов по каталогу RAL и Pantone; индивидуальный подбор по предоставленным образцам
Текстура: песчаная / гладкая / высокоглянцевая / апельсиновая / молотковая
Испытания: тест на сотенную сетку (уровень адгезии 0) + отбор проб толщины покрытия с помощью толщиномера + испытание в соляном тумане (по необходимости)
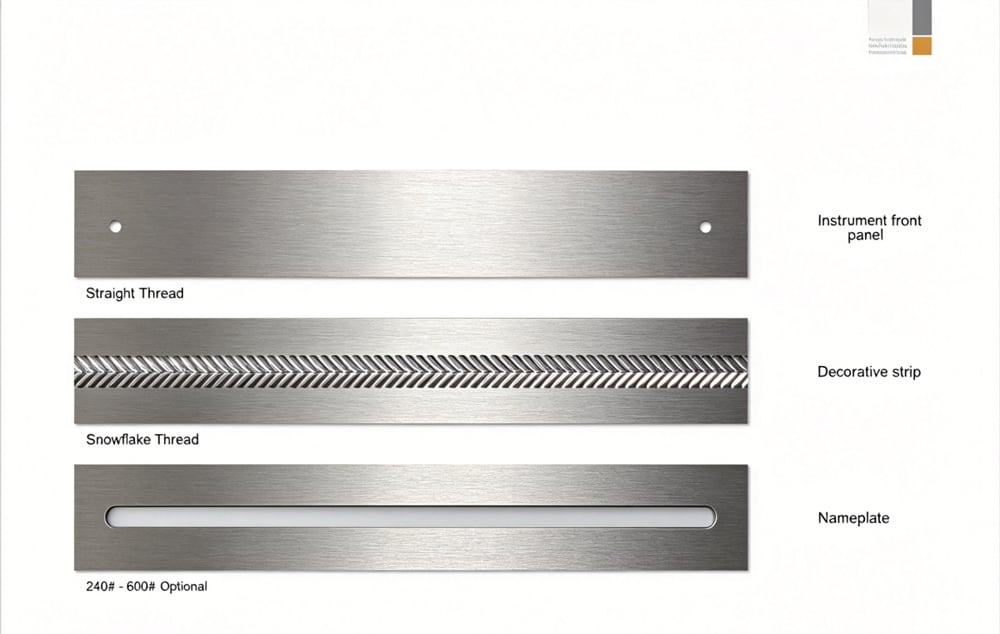
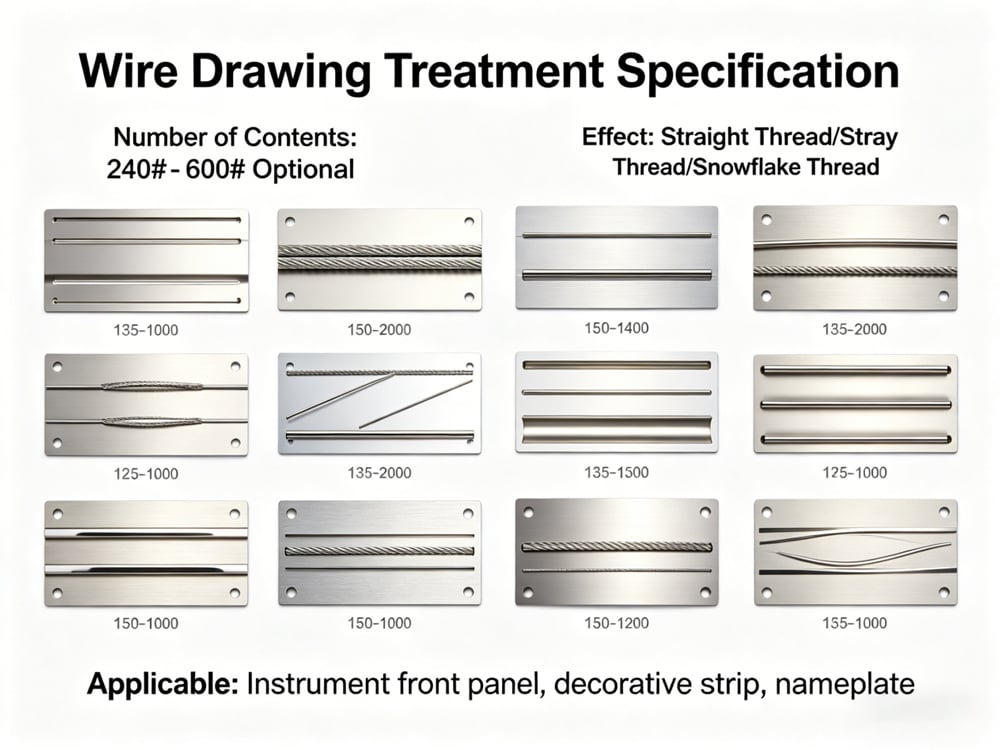
Обработка проволочной вытяжкой (панели из нержавеющей стали/алюминия)
Количество зерен: 240 # – 600 # (по выбору)
Эффект: прямая нить / рассеянная нить / нить в виде снежинки
Применимо для: передней панели приборов, декоративной полосы, таблички с названием
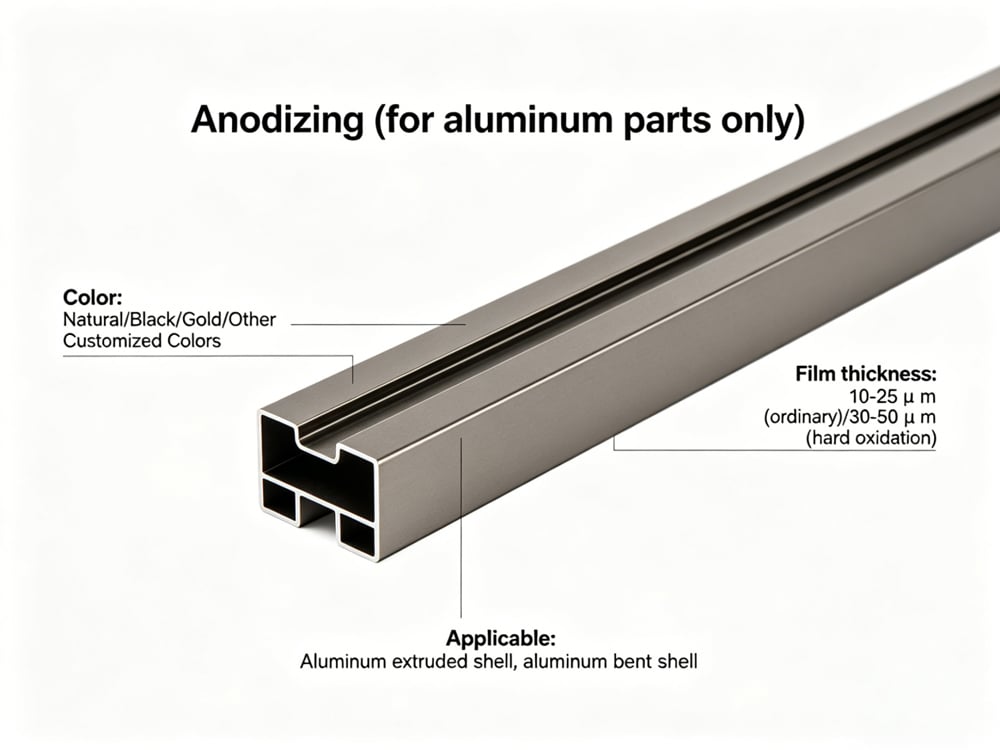
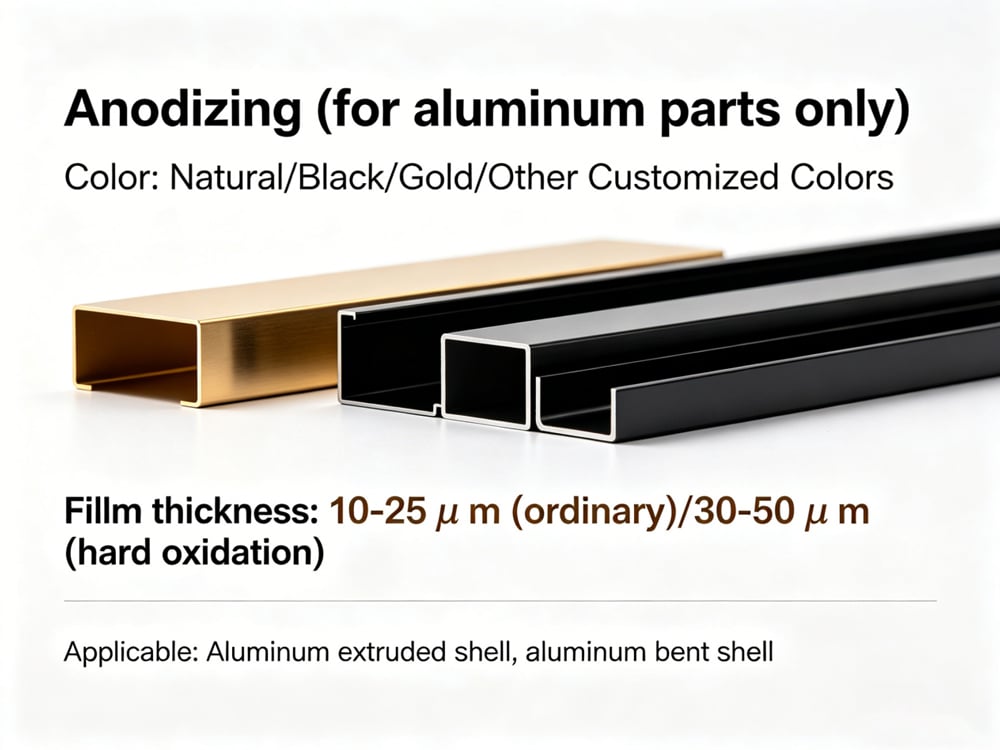
Цвет: натуральный / чёрный / золотой / другие индивидуальные цвета
Толщина плёнки: 10–25 мкм (обычное анодирование) / 30–50 мкм (твердое анодирование)
Применимо для: экструдированных алюминиевых корпусов, гнутых алюминиевых корпусов
Гальваническое покрытие (детали из нержавеющей стали/железа)
Хромирование (глянцевое/матовое), никелирование, титановое покрытие (титаново-золотое/розово-золотое/чёрное титановое)

Трафаретная печать/лазерная маркировка
Логотип, модель, маркировка интерфейса, шкала
Как обеспечивается качество? Мы говорим о качестве на основе данных контроля
Многие листометаллические заводы утверждают: «Наше качество хорошее», но не могут предоставить отчёты. Наш подход заключается в следующем:
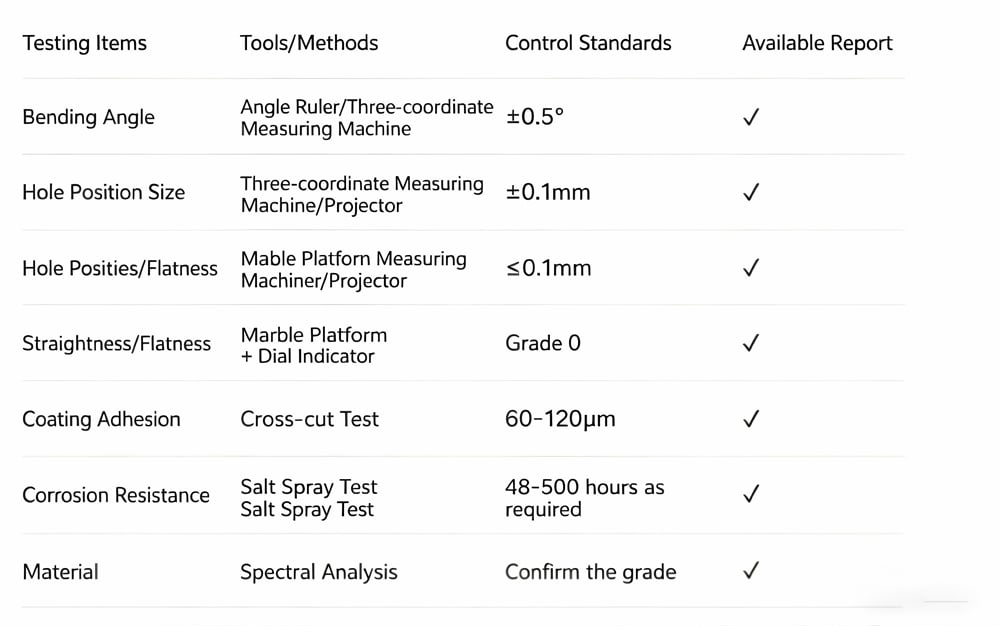
Каждая поставка может сопровождаться отчётом о контроле геометрических размеров и отчётом о толщине покрытия. По запросу заказчика могут быть предоставлены отчёты об адгезии (решётчатый тест) и стойкости к солевому туману.
В чём наши отличия от других листометаллических заводов?
Заказчики, которые обращались к нам до и после работы с другими производителями на рынке, зачастую выбирают сотрудничество с нами по одной из следующих причин:
1. Минимальный объём заказа — от 1 шт.; плата за образцы может быть зачтена при размещении основного заказа
Проверка малых партий, изготовление прототипов, корпусов прототипов — нет необходимости накапливать минимальный объём; даже одна деталь может быть изготовлена. После подтверждения основного заказа плата за образцы полностью возвращается.
2. Выполните весь процесс самостоятельно, без привлечения субподрядчиков
Гибка, сварка, окраска, анодирование, шлифовка, трафаретная печать — постарайтесь выполнить как можно больше операций самостоятельно. Ответственность за возникающие проблемы будет чётко определена, и нам не нужно, чтобы вы помогали установить, связаны ли они с обрабатывающим предприятием или с другим подразделением.
3. Несоответствие размеров — бесплатное повторное изготовление
Обязательство, закреплённое в договоре. Это не лозунг, а непреложный минимум.
4. Расчёт стоимости в течение 24 часов, даже для нестандартных чертежей
Отправьте изображение — в течение 24 часов мы сообщим вам о технологической осуществимости и предоставим коммерческое предложение. Неполные чертежи? Отправьте справочные фотографии и размеры — наш инженер поможет найти решение.
Наше оборудование уже использовалось в следующих отраслях

Процесс сотрудничества (пять простых шагов)
Отправка изображений/требований → CAD/PDF/STEP или справочные фото + описание габаритов
Оценка в течение 24 часов → рекомендации по технологии + коммерческое предложение + сроки поставки
Подтверждение заказа на образцы → 3–7 дней на изготовление образца (листовой металл), 2–3 недели на экструзию и изготовление пресс-формы
Подтверждение образца → Подписание контракта на серийное производство после успешной квалификации
Серийное производство + отгрузка → В комплекте отчёт о контроле качества, упаковка и отгрузка
Далее вы можете действовать следующим образом
У вас есть чертежи?
Отправьте их на [email protected] или в WeChat/WhatsApp +86 17702667581; ответ с коммерческим предложением будет направлен в течение 24 часов
Чертежи ещё не готовы?
Опишите сценарий использования (тип изделия, приблизительные габариты, требования к материалу, объём партии, требования к внешнему виду), инженеры помогут разработать решение
Хотите ознакомиться с показателями прочности?
Видео-ссылка для просмотра производственных линий — линии лазерной резки, гибки, окраски, зоны контроля качества — всё, что вы пожелаете увидеть
Что касается образца
Мы можем отправить образцы материалов, карты распыляемых цветов и образцы матовой/оксидированной отделки для подтверждения
Мы гарантируем, что в случае несоответствия размера или внешнего вида согласованным стандартам мы бесплатно переделаем изделие. Не перекладываем вину на других и не откладываем выполнение задач.
*Изготовление корпусов из нержавеющей стали/алюминия по индивидуальному заказу | Гибка листового металла/алюминиевый пресс-профиль | Окраска/матирование/анодирование/гальваническое покрытие | Минимальный заказ — 1 шт. | Единый контроль качества на всех этапах производства*

Авторское право © 2024 Xiamen Tongchengjianhui Industry & Trade Co., Ltd. - Политика конфиденциальности