
Prietenii care au realizat carcase pentru echipamente au întâmpinat probleme similare: desenele sunt realizate minunat, dar fabrica de piese din tablă metalică produce o diferență de dimensiune de 2 milimetri, iar găurile pentru șuruburi nu se potrivesc; Culoarea de pulverizare a fost selectată corect, dar aderența nu a fost bună și vopseaua a început să se cojească după două luni de utilizare; Am convenit livrarea în termen de două săptămâni, dar aceasta a fost amânată cu o lună și încă nu a fost efectuată.
Dacă și dumneavoastră aveți aceste probleme, merită să dedicați 3 minute citirii acestui articol. Vă voi spune direct—— Îndoirea tablei metalice , pulverizarea, tragerea și oxidarea sunt finalizate într-o singură fabrică. Ce capcane pot fi evitate și cum le evităm.
Rezumat într-o propoziție: Personalizare carcasă din oțel inoxidabil/aluminiu , îndoire table metalice/prelucrare CNC, pulverizare/tragere/anodizare, începând de la 1 bucată, refacere gratuită pentru dimensiuni care nu respectă standardul
Ați întâmpinat vreodată dificultăți în prelucrarea acestor carcase?
Oricare dintre următoarele indică faptul că furnizorul dumneavoastră anterior a avut o problemă la un moment dat:
Dimensiunile nu corespund
Unghiul de îndoire este deviat cu jumătate de grad, provocând deformare generală după sudură, iar găurile pentru șuruburi sunt nealiniate în timpul asamblării. Cauza este adesea calculul incorect sau nerealizarea verificării primei piese în etapa de îndoire.
Vernisul se desprinde/diferență de culoare
Alegeți ușor cu unghiile și bucățile se vor desprinde, sau mai multe unități din aceeași serie pot avea culori diferite. Problema provine dintr-o prelucrare insuficientă sau din lipsa controlului grosimii stratului de vopsea și a unghiului de suspendare în timpul pulverizării.
Există defecțiuni la aspect.
Desenul prezintă dungi, culoare neuniformă de oxidare și bavuri pe margini și colțuri. Acestea nu sunt probleme minore care nu afectează funcționalitatea – instrumentul este plasat în sală de expoziție sau în laborator, iar textura carcasei determină direct prima impresie a clientului despre produsul dumneavoastră.
Data livrării a fost amânată din nou și din nou.
Am convenit să schimbăm termenul de livrare de la două săptămâni la o lună, iar de fiecare dată când întrebăm, răspunsul este: «Este aproape gata». De multe ori, din cauza îndoirii, pulverizării și oxidării, se apelează la fabrici diferite, iar blocarea unui singur link duce la paralizarea întregii linii.
Dacă nu ați întâlnit niciuna dintre situațiile de mai sus, felicitări, ați ales un furnizor bun. Dacă îndepliniți 1–2 criterii, secțiunea următoare poate fi utilă pentru dumneavoastră.
Tipurile de carcase din oțel inoxidabil/aluminiu pe care le putem realiza
Procesul nostru acoperă două căi principale, pe care le puteți alege în funcție de cerințele produsului:
Carcase din tablă metalică îndoită (potrivite pentru loturi mici și mijlocii, structuri complexe)
Materiale: Oțel inoxidabil SUS304/316, tablă de aluminiu 5052/6061, tablă laminată la rece SPCC, tablă zincată SECC
Proces: Tăiere cu laser (± 0,1 mm) → Îndoire CNC (± 0,5°, lungime maximă 3,2 metri) → Sudură/înșurubare → Tratament de suprafață
Aplicabilitate: Carcase pentru instrumente și aparate de măsură, cutii de comandă industrială, dulapuri pentru surse de alimentare, carcase pentru echipamente ne-standard
Carcase din aluminiu extrudat (potrivite pentru profile lungi, cantități mari și cerințe ridicate de disipare termică)
Material: 6063-T5 (suprafață netedă, extrudare excelentă)
Proces: Confecționarea matriței (2–3 săptămâni) → Extrudare → Tăiere → Prelucrare CNC ulterioară → Tratament de suprafață
Aplicabil: Profile pentru disiparea căldurii în proiectoare, corpuri de lămpi LED, carcase pentru șine de echipamente, instrumente portabile
Realizăm ambele procese, astfel încât clienții să nu fie nevoiți să caute două fabrici separate.

Textura finală a carcasei depinde în proporție de 70 % de tratamentul de suprafață. Nu externalizăm această etapă; toate operațiunile rutiniere sunt efectuate în propria noastră fabrică.
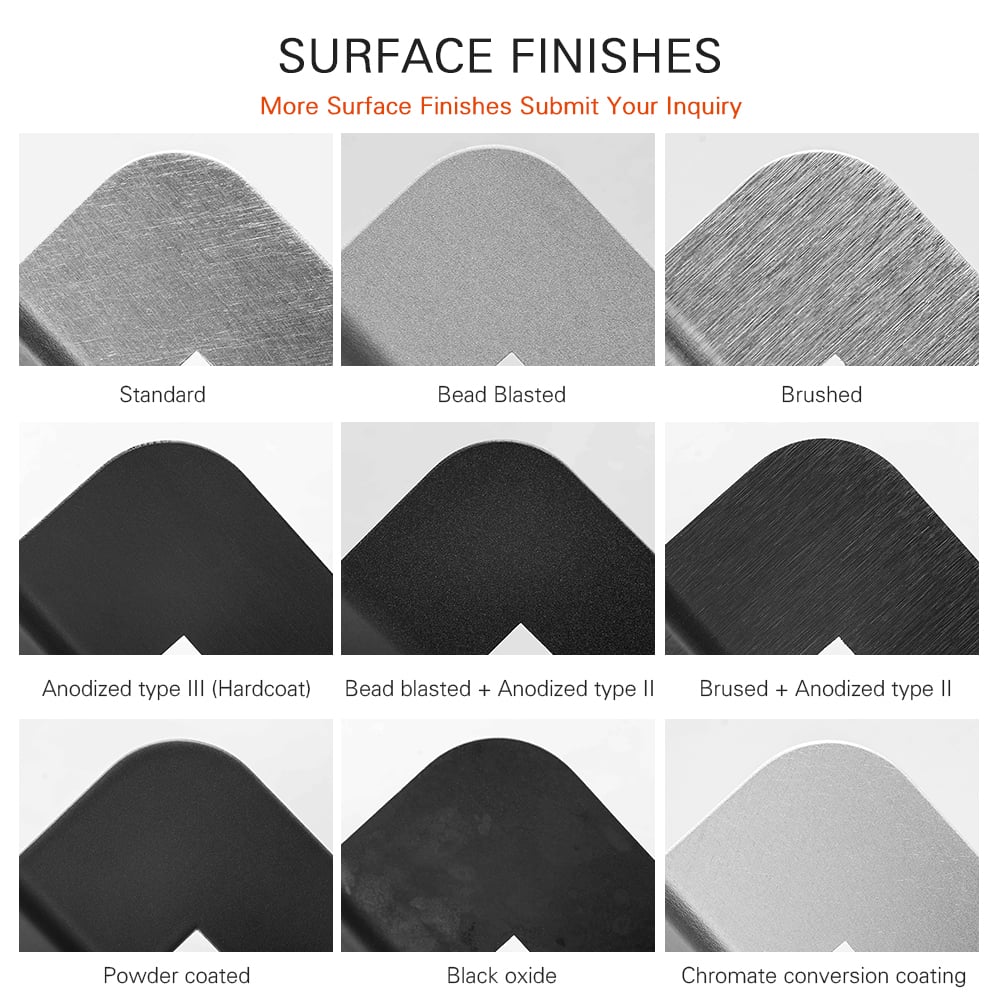
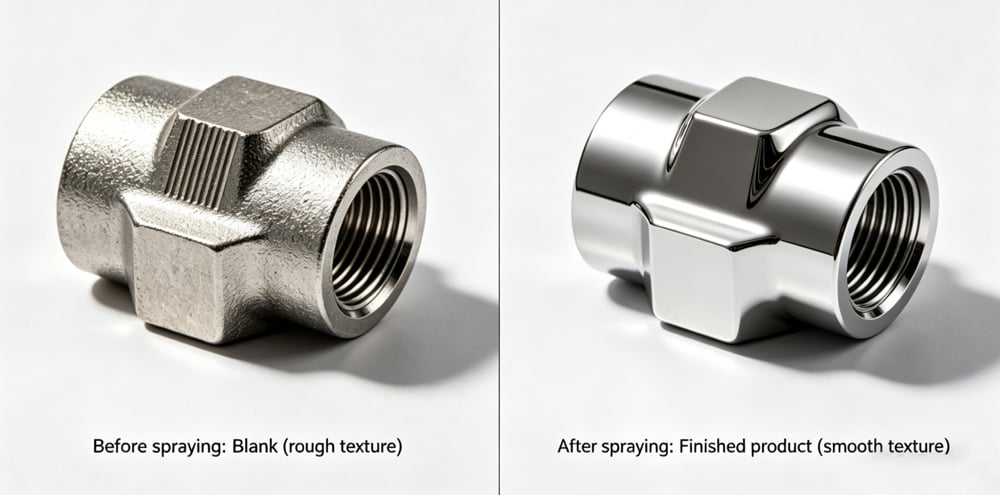
Strat de acoperire prin pulverizare (vopsire cu pulbere / vopsea lichidă cu uscare la cuptor) – cel mai frecvent utilizat
Prelucrare preliminară: degresare → spălare cu apă → silanizare / fosfatare (pentru piese din oțel) sau cromare (pentru piese din aluminiu) – această etapă este omisă, iar aderența poate prezenta probleme
Grosimea stratului de acoperire: pulbere 60–120 μm / lichid 30–50 μm
Culoare: Paleta completă RAL, paleta Pantone, personalizare pe baza de mostre furnizate
Textură: Model nisipos / Netedă / Lucioasă / Model portocaliu / Model ciocan
Testare: Testul grilei de o sută (nivel de aderență 0) + eșantionare cu calibrator de grosime a filmului + test de pulverizare cu soluție salină (după necesitate)
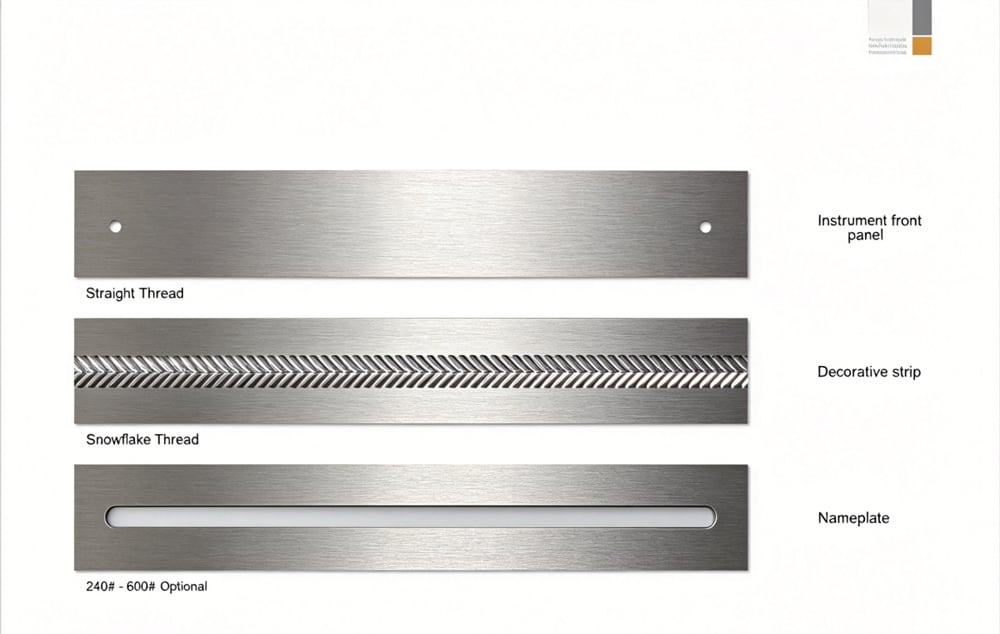
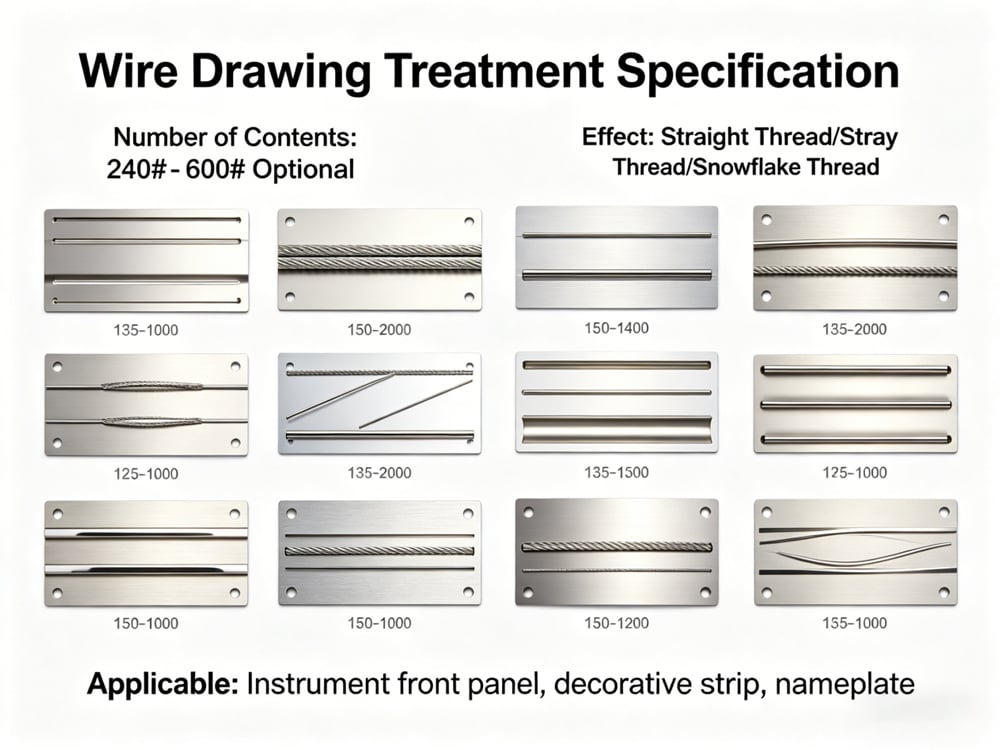
Tratament prin tragere la rece (panou din oțel inoxidabil/aluminiu)
Numărul de conținuturi: 240 # – 600 #, opțional
Efect: Fir drept/fir împrăștiat/fir în formă de fulgi de zăpadă
Aplicabil: Panou frontal pentru instrumente, bandă decorativă, placă de identificare
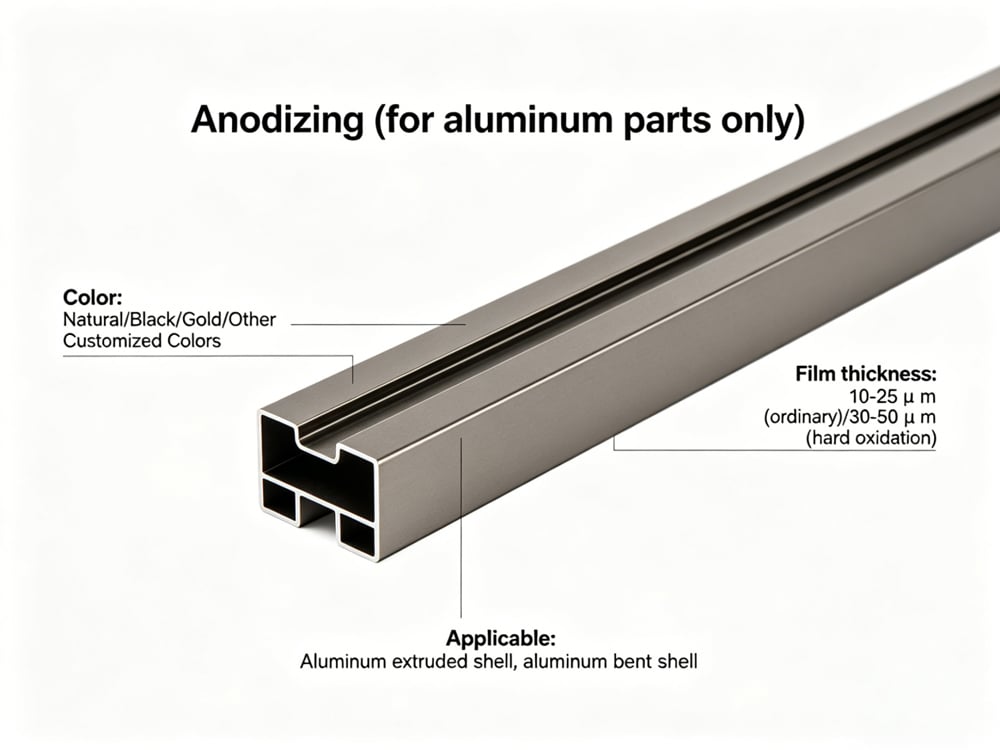
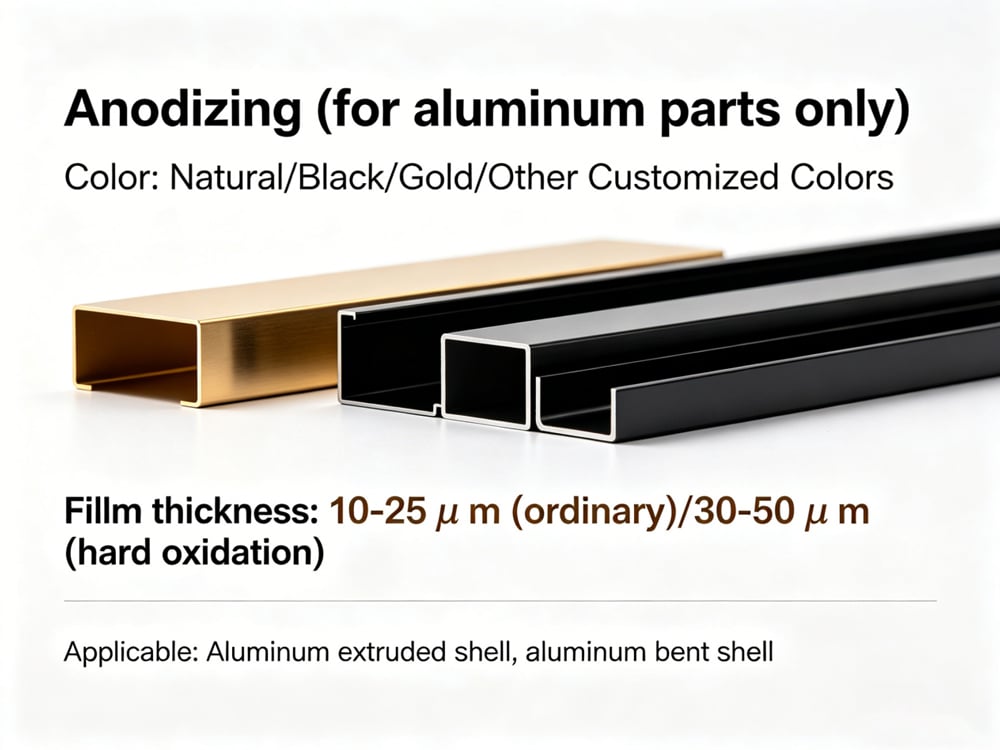
Culoare: Naturală/Neagră/Aurie/Alte culori personalizate
Grosimea filmului: 10–25 μm (obișnuită)/30–50 μm (oxidare dură)
Aplicabil: Carcasă extrudată din aluminiu, carcasă îndoită din aluminiu
Galvanizare (piese din oțel inoxidabil/fier)
Placare crom (strălucitor/mat), placare nichel, placare titan (aur titan/aur roz/titan negru)

Tipărire serigrafică/marcare cu laser
Logo, model, identificare interfață, linii de scală
Cum asigurăm calitatea? Folosim verificarea pentru a dovedi calitatea
Multe fabrici de tablă subțire afirmă «calitatea noastră este bună», dar nu pot furniza rapoarte. Abordarea noastră este:
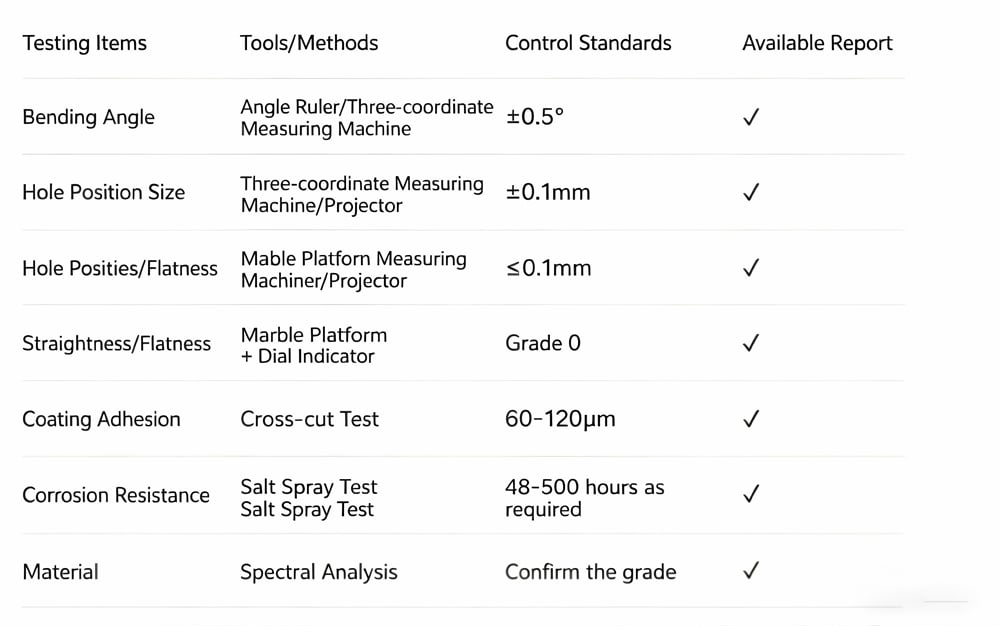
Fiecare livrare poate fi însoțită de un raport de inspecție dimensională și de un raport de grosime a stratului. La cererea clientului, se pot furniza rapoarte privind testul grilei de 100 de pătrățele și testul de pulverizare cu sare.
Care sunt diferențele dintre noi și celelalte fabrici de tablă subțire?
Clienții care ne-au contactat înainte și după pe piață aleg adesea să colaboreze din una dintre următoarele motive:
1. Începând de la o bucată, taxa pentru eșantion poate fi dedusă din comanda de volum mare
Verificare în loturi mici, prototip, carcasă pentru prototip – nu este necesară strângerea unei cantități minime; chiar și o singură bucată poate fi realizată. După confirmarea comenzii de volum mare, taxa pentru eșantion va fi rambursată integral.
2. Finalizați întregul proces singuri, fără subcontractare
Doborâre, sudură, pulverizare, oxidare, tragere de sârmă, imprimare serigrafică – încercați să efectuați cât mai multe etape posibil singuri. Răspunderea pentru eventualele probleme este clar definită și nu avem nevoie ca voi să ne ajutați să stabilim dacă problema provine de la uzina de prelucrare sau de la uzina de prelucrare.
3. Dimensiuni necorespunzătoare – refacere gratuită
Angajamentul scris în contract. Nu este un slogan, ci o linie roșie.
4. Ofertă de preț în 24 de ore, chiar și pentru desene nestandard
Trimiteți imaginea și veți primi, în termen de 24 de ore, răspuns privind fezabilitatea procesului și oferta de preț. Desene incomplete? Trimiteți fotografii de referință și dimensiuni, iar inginerul nostru vă va ajuta să găsiți o soluție.
Echipamentele noastre au fost deja utilizate în aceste industrii

Procesul de colaborare (cinci pași, foarte simplu)
Trimiteți imagini/cerințe → CAD/PDF/STEP sau trimiteți fotografii de referință + descriere a dimensiunilor
Evaluare în 24 de ore → sugestii privind procesul + ofertă de preț + termen de livrare
Confirmarea eșantionării → 3–7 zile pentru eșantioane (tablă metalică), 2–3 săptămâni pentru extrudare și deschiderea matriței
Confirmarea eșantionului → Semnarea contractului de producție în serie după calificare
Producție în loturi + expediere → Însoțită de raportul de inspecție, ambalată și expediată
Următorul pas este următorul: puteți proceda astfel
Aveți desene?
Trimiteți la [email protected] sau pe WeChat/WhatsApp +86 17702667581; veți primi o ofertă în termen de 24 de ore
Nu ați finalizat încă desenele?
Descrieți scenariul de utilizare (tipul produsului, dimensiunea aproximativă, cerințele privind materialul, volumul lotului, cerințele privind aspectul) și inginerii noștri vă vor ajuta să dezvoltați o soluție
Doriți să verificați rezistența?
Link video pentru vizionarea liniilor de producție – tăiere cu laser, îndoire, pulverizare, zone de inspecție calitativă – orice zonă dorești să vizionați
Referitor la eșantion
Putem trimite eșantioane de material, fișe de culoare pentru pulverizare și eșantioane matate/oxidate pentru confirmare
Ne angajăm că, dacă dimensiunea sau aspectul nu corespund standardelor convenite, vom reface produsul gratuit. Nu ne vom descărca vina și nu vom amâna executarea.
*Personalizare carcasă din oțel inoxidabil/aluminiu | Îndoirea foilor de metal/extrudarea aluminiului | Pulverizare/matuire/oxidare/electroplacare | Minim 1 bucată | Inspectare unică a calității întregului proces*

Drepturi de autor © 2024 de către Xiamen Tongchengjianhui Industry & Trade Co., Ltd. - Politica de confidențialitate