
Czy kiedykolwiek napotkałeś taką sytuację podczas pracy zautomatyzowanej linii produkcyjnej — Podczas uruchamiania sprzętu suwak nagle zakleszcza się w określonym punkcie szyny prowadzącej. Po sprawdzeniu okazuje się, że prostoliniowość szyny prowadzącej wykracza poza dopuszczalne odchyłki lub położenie otworu w elemencie ze stali nierdzewnej na suwaku jest przesunięte o 0,1 mm.
Po trzech miesiącach ciągłej eksploatacji hałas generowany przez suwak staje się coraz głośniejszy. Po rozmontowaniu stwierdzasz, że powierzchnia szyny prowadzącej uległa zużyciu i potemniała, a elementy ze stali nierdzewnej wykazują wyraźne ślady zadrapań.
Rozwijasz niestandardowy sprzęt, który wymaga specjalnego przekroju szyny prowadzącej, niestandardowej długości oraz kilku niestandardowych łączników ze stali nierdzewnej. Skierujesz się do producenta szyn prowadzących, który sprzedaje wyłącznie profile aluminiowe i warsztat CNC, który wytwarza wyłącznie części. Gdy je montujesz — otwory nie są współosiowe, a rowki są przesunięte.
Jeśli doświadczyłeś któregoś z powyższych przypadków, ten artykuł może pomóc zaoszczędzić czas i koszty związane z próbami i błędami.

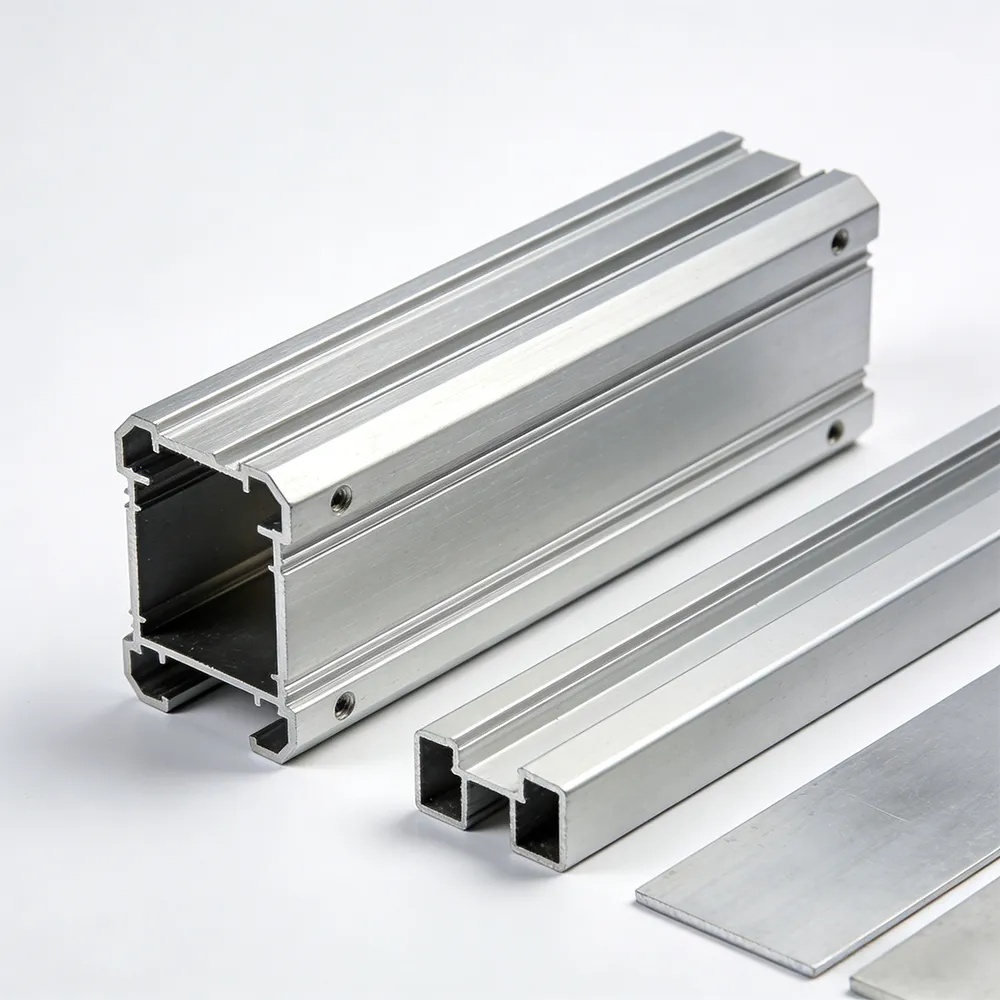
Nie tylko pojedynczy aluminiowy szynoprowad, ani też izolowane elementy części ze stali nierdzewnej .
Ale kompleksowe „Szynoprowad + elementy” — zintegrowane rozwiązanie — dostarczasz rysunek lub scenariusz zastosowania, a my jednoczesnie wyprodukujemy zarówno aluminiowy szynoprowad wytłaczany, jak i precyzyjne elementy ze stali nierdzewnej, zapewniając bezproblemową koordynację.
6063-T5: Gładka powierzchnia, dobra tłoczność, odpowiedni do większości zastosowań o lekkim i średnim obciążeniu
6061-T6: Wyższa wytrzymałość, odpowiedni do zastosowań o dużym obciążeniu lub narażonych na uderzenia
Inne: 6005A, 6082 itd., dobór zgodnie z potrzebami

Długość cięcia: od 50 mm do 6000 mm, dowolny rozmiar, brak ograniczeń dotyczących minimalnej ilości zamówienia
Wiercenie/gwintowanie: Obróbka otworów montażowych i otworów pozycjonujących zgodnie z rysunkami
Frezowanie końcowe: Zapewnia prostopadłość obu końców
C fazowanie/Usuwanie wyprasek: Wszystkie krawędzie sfazowane w celu zapewnienia bezpieczeństwa i ochrony dłoni
Standardowa prowadnica z rowkiem T (z nakrętkami T lub suwakami)
Prowadnica z rowkiem klinowym (ze suwakami klinowymi, głównie do lekkich urządzeń precyzyjnych)
Niestandardowy przekrój poprzeczny (nowa forma wytłaczania, 2–3 tygodnie na próbkę, koszt formy można podzielić)
SUS304: Stal ogólnego przeznaczenia o dobrej odporności na korozję i korzystnym stosunku jakości do ceny
SUS316: Odpowiednia do wilgotnych środowisk, wystawionych na działanie mgły morskiej lub środków chemicznych
SUS430: Magnetyczna stal nierdzewna, odpowiednia do konkretnych wymagań elektromagnetycznych
17-4PH: Wysoka wytrzymałość, nadający się do obróbki cieplnej
Suwak / podkładka: Dopasowuje się do rowka prowadnicy, kontrolowana luz między 0,02 a 0,05 mm
Blok łączący: Łączy prowadnicę z podstawą urządzenia, dokładność położenia otworów ±0,02 mm
Ogranicznik / blok zatrzymujący: Ogranicznik końcowy lub montaż bufora
Zawieszenie / uchwyt do podnoszenia: Przytrzymuje czujniki, kanały kablowe lub elementy pneumatyczne
Zębatka / szyna zębata: Dopasowanie przekładni, moduł 0,5–3
Wcześniej wielu klientów zakupowało poszczególne elementy osobno: aluminiową szynę prowadzącą szyny prowadzące od zakładu wytłaczania, części ze stali nierdzewnej od zakładu CNC oraz napotkało problemy z dopasowaniem podczas montażu. Powód jest prosty —
Nie odbywała się komunikacja dotycząca tolerancji między obiema firmami.
Warsztat wytłaczania produkuje rowki dla szyn prowadzących według własnych standardów, a warsztat CNC wykonuje suwak zgodnie z rysunkiem, jednak rysunek ten nie określa luzu montażowego pomiędzy rowkiem a suwakiem. W rezultacie połączenie jest albo zbyt luźne, co powoduje drgania, albo zbyt ciasne, co prowadzi do zakleszczenia.
My jesteśmy inni.
Szyna prowadząca i jej elementy są produkowane na podstawie tego samego rysunku złożeniowego oraz zgodnie z tym samym zestawem odniesień tolerancyjnych. Gdy kontrolujemy szerokość rowka, wiemy już, czy odpowiadający mu wymiar suwaka powinien znajdować się przy górnym czy dolnym limicie. Czy potrzebujesz połączenia z wciskiem, przejściowego czy luźnego — decyzja należy do Ciebie, a my ją realizujemy.

Środowiska przemysłowe są często surowe — pył, wilgotność, korozja chemiczna, ślizganie się z wysoką częstotliwością.
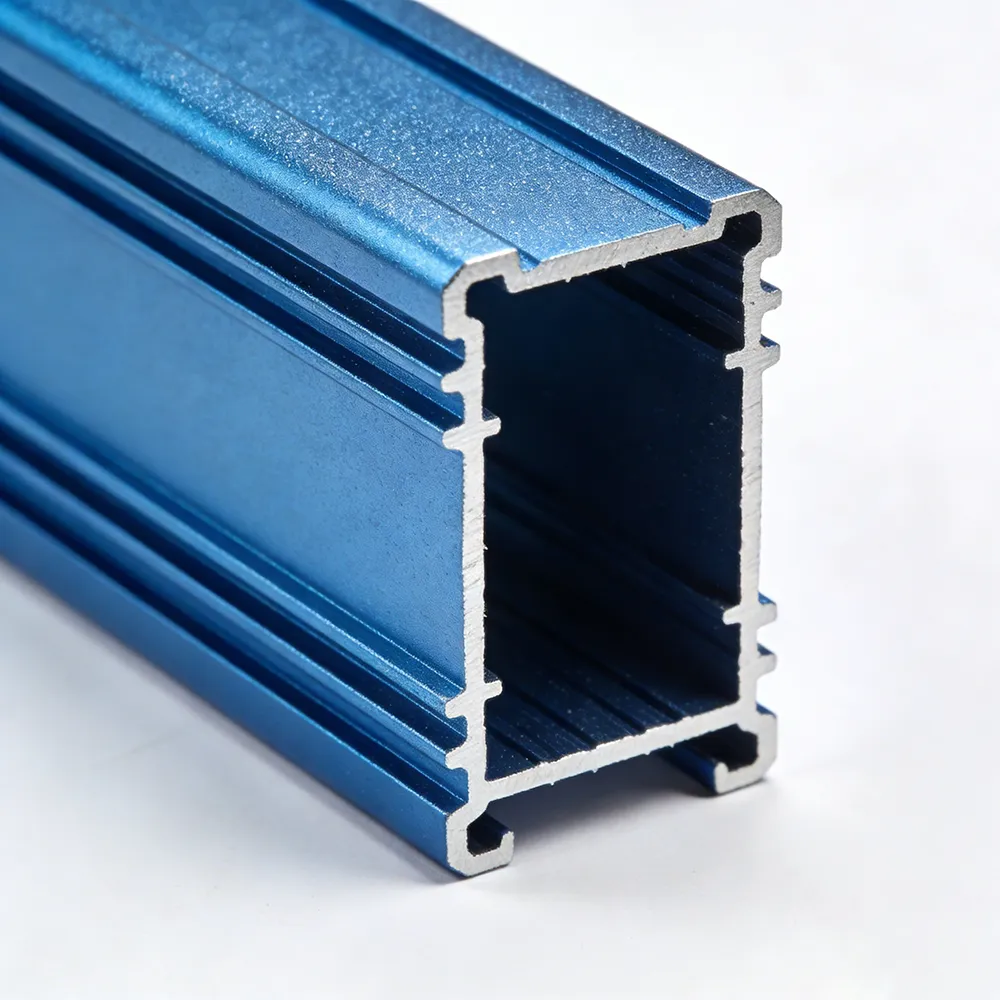
Aluminiowa szyna prowadząca:
Stan materiału wyjściowego: starzenie T5 lub T6, jednolita twardość
Anodowanie: naturalne lub czarne, grubość warstwy 10–15 μm, odporność na zużycie i korozję
Twarde anodowanie: Grubość warstwy 30–50 μm, twardość do HV400+, odpowiednie do zastosowań z częstym poślizgiem
Części ze stali nierdzewnej:
Obróbka pasywna: Usuwa powierzchniowe wolne żelazo, zwiększa odporność na korozję
Elektropolerowanie: Usuwa wyrostki, zmniejsza chropowatość, poprawia czystość (właściwe do zastosowań medycznych/żywnościowych)
Piaskowanie / szlifowanie szczotkowe / polerowanie lustrzane: Dobór w zależności od wymagań estetycznych
Niklowanie/chromowanie: Odpowiednie do zastosowań wymagających wyższej twardości lub przewodności elektrycznej

Części przemysłowe są najbardziej narażone na niejednorodność partii. Nasze podejście:
Inspekcja przychodząca :
Analiza spektralna prętów aluminiowych/stali nierdzewnej w celu weryfikacji gatunku materiału
Inspekcja w trakcie procesu :
Proces ekstruzji: Monitorowanie temperatury, prędkości oraz wymiarów na wyjściu
Obróbka CNC pierwsza inspekcja pełna, próbki pobierane w trakcie procesu, ponowna inspekcja ostatniego elementu
Inspekcja końcowa :
Prostoliniowość/płaskość: Granitowa płyta pomiarowa + miernik szczelinowy/wskazówka zegarowa
Wymiary krytyczne: Maszyna do pomiarów współrzędnych (CMM) / projektor profilu
Wygląd zewnętrzny: Inspekcja wzrokowa + tester chropowatości
Dostępne raporty:
Certyfikat materiału, raport z inspekcji wymiarowej, raport z badań twardości, raport z pomiaru grubości powłoki, raport z testu solnego (na żądanie klienta)
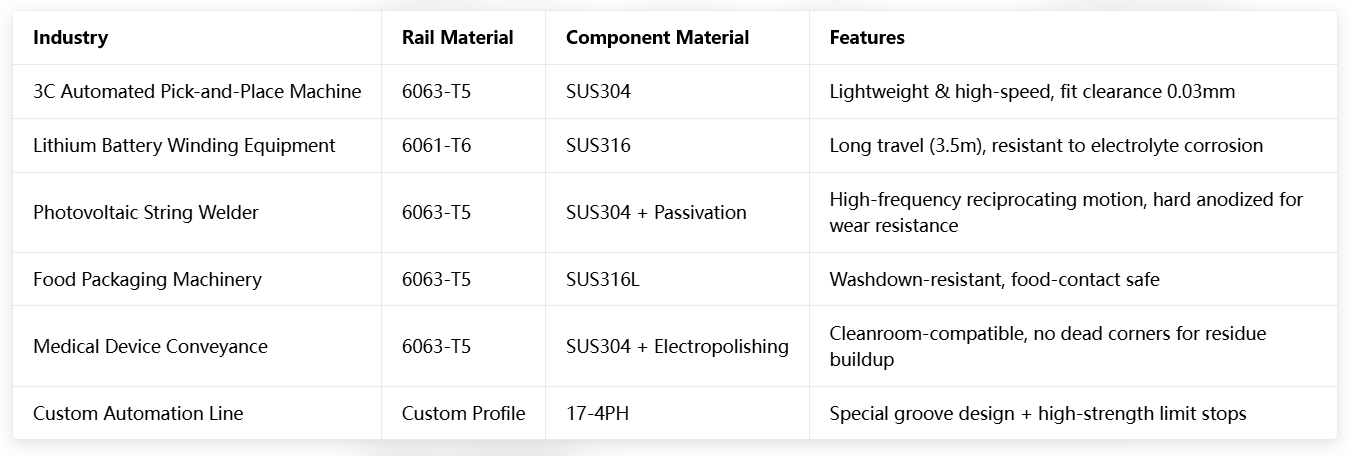
Poniżej przedstawiono niektóre branże i zastosowania, dla których dostarczyliśmy nasze produkty. Sprawdź, czy któreś z nich odpowiada Państwa potrzebom.
Wielu inżynierów ma dobre pomysły projektowe, ale utyka na stwierdzeniu „koszt formy jest zbyt wysoki” lub „minimalna wielkość zamówienia (MOQ) jest zbyt wysoka”.
Nie chcemy być tym wąskim gardłem.
Standardowe przekroje poprzeczne : Powszechne rowki typu T- lub klinowe, brak opłaty za formę, cięcie na dowolną długość
Nowa forma : Specjalny przekrój poprzeczny, 2–3 tygodnie na próbkę, koszt formy można rozłożyć na kolejne zamówienia
Części ze stali nierdzewnej : Minimalna ilość zamówienia – 1 sztuka, brak progu ilościowego
Czas realizacji próbki : Szyna prowadząca: 3–5 dni roboczych, części: 5–7 dni roboczych, połączone szyny prowadzące + części: 7–10 dni roboczych
Pomoc techniczna : Inżynierowie mogą pomóc zoptymalizować projekt przekroju poprzecznego w celu zmniejszenia trudności obróbki lub kosztów
Prześlij wymagania : Przedstawienie rysunków (CAD/PDF/STEP) lub opis scenariusza zastosowania (obciążenie, skok, prędkość, środowisko)
Ocena odpowiedź w ciągu 24 godzin z opisem procesu rozwiązania + ofertą cenową + czasem realizacji
Potwierdzenie zamówienie próbek lub bezpośrednia produkcja małej partii
PRODUKCJA ekstruzja → cięcie/obróbka dodatkowa (szyna prowadząca) | Tokarka/frezarka → obróbka powierzchniowa (części)
Wysyłka: Wraz z raportami z inspekcji, zapakowane i wysłane
Posiadasz rysunki? Wyślij na adres [email protected] lub za pośrednictwem WhatsApp/WeChat: +86 17702667581; odpowiedź w ciągu 24 godzin.
Projekt jeszcze nie został ukończony? Opisz warunki eksploatacji (obciążenie, skok, prędkość, środowisko), a przedstawimy zalecane przekroje poprzeczne.
Potrzebujesz zweryfikować dopasowanie? Możemy przesłać niewielki próbkowy fragment szyny prowadzącej wraz z odpowiadającą mu próbką części do testów.
Nasze zaangażowanie jeśli wymiary lub dopasowanie nie odpowiadają uzgodnionym standardom, wykonamy je ponownie bezpłatnie. Bez żadnych usprawiedliwień i opóźnień.

Przemysłowego Wytwory z aluminium Szyny prowadzące · Precyzyjne części ze stali nierdzewnej · Kompleksowa personalizacja w jednym miejscu
*Aluminium 6063/6061 | Stal nierdzewna SUS304/SUS316 | Prostoliniowość ≤0,05 mm na 300 mm | Minimalna ilość: 1 sztuka | Kontrolowane dopasowanie*

Prawa autorskie © 2024 należą do Xiamen Tongchengjianhui Industry & Trade Co., Ltd. - Polityka prywatności