
Haben Sie diese Situation während des Betriebs einer automatisierten Fertigungslinie jemals erlebt — Während der Geräte-Inbetriebnahme bleibt der Schlitten plötzlich an einer bestimmten Stelle der Führungsschiene hängen. Bei der Inspektion stellen Sie fest, dass die Geradheit der Führungsschiene außerhalb der Toleranz liegt oder die Bohrungsposition eines Edelstahlteils am Schlitten um 0,1 mm abweicht.
Nach drei Monaten kontinuierlichen Betriebs wird das Gleitgeräusch zunehmend lauter. Bei der Demontage erkennen Sie, dass die Oberfläche der Führungsschiene verschlissen und geschwärzt ist und die Edelstahlteile deutliche Kratzspuren aufweisen.
Sie entwickeln eine Sondermaschine, für die ein spezieller Querschnitt der Führungsschiene, eine nichtstandardmäßige Länge sowie mehrere kundenspezifische Edelstahl-Verbindungsstücke erforderlich sind. Sie wenden sich an einen Hersteller von Führungsschienen, der ausschließlich aluminiumprofile und eine CNC-Werkstatt, die ausschließlich Einzelteile fertigt. Bei der Montage stimmen jedoch die Bohrungen nicht überein, und die Nuten sind versetzt.
Falls Sie eines der oben Genannten erlebt haben, kann Ihnen dieser Artikel möglicherweise helfen, Zeit und Kosten für Versuch und Irrtum einzusparen.

Nicht nur eine einzelne Aluminium-Führungsschiene, noch isoliert teile aus Edelstahl .
Sondern eine komplette „Führungsschiene + Komponenten“-Integrationslösung — Sie stellen die Zeichnung oder den Anwendungsfall zur Verfügung, und wir fertigen sowohl die aluminiumextrudierte Führungsschiene als auch die präzisen Edelstahlkomponenten gleichzeitig an, um eine reibungslose Abstimmung zu gewährleisten.
6063-T5: Glatte Oberfläche, gute Extrudierbarkeit, geeignet für die meisten leichten bis mittelschweren Lastanwendungen
6061-T6: Höhere Festigkeit, geeignet für schwere Lasten oder stossbeanspruchte Anwendungen
Sonstiges: 6005A, 6082 usw., je nach Erfordernis ausgewählt

Schnittlänge: 50 mm bis 6000 mm, beliebige Größe, keine Mindestbestellmenge
Bohren/Gewindeschneiden: Fräsen von Befestigungs- und Positionierungsbohrungen gemäß Zeichnung
Nutenfräsen: Gewährleistet die Senkrechtheit beider Enden
C abschrägen/Entgraten: Alle Kanten sind abgeschrägt, um Sicherheit und Handschutz zu gewährleisten
Standard-T-Nut-Führungsschiene (mit T-Muttern oder Schlitten)
Schwalbenschwanz-Nut-Führungsschiene (mit Schwalbenschwanz-Gleitern, hauptsächlich für leichte Präzisionsgeräte)
Kundenspezifischer Querschnitt (neue Form, 2–3 Wochen für Muster, Werkzeugkosten können geteilt werden)
SUS304: Allgemeine Korrosionsbeständigkeit, kostengünstig
SUS316: Geeignet für feuchte, salzhaltige oder chemische Umgebungen
SUS430: Magnetischer Edelstahl, geeignet für spezifische elektromagnetische Anforderungen
17-4PH: Hohe Festigkeit, wärmebehandelbar
Schlitten/Sattel: Passt in die Nut der Führungsschiene, steuerbare Spieltoleranz von 0,02–0,05 mm
Verbindungsblock: Verbindet die Führungsschiene mit der Gerätebasis, Lochpositionsgenauigkeit ±0,02 mm
Endanschlag/Anschlagblock: Montage für Endbegrenzung oder Dämpfung
Halterung/Hebeöse: Unterstützt Sensoren, Kabelkanäle oder pneumatische Komponenten
Zahnrad/Zahnstange: Übertragungspassung, Modul 0,5–3
Viele Kunden haben diese Komponenten bisher separat bezogen: aluminium-Führungsschienen von einem Strangpressbetrieb, Edelstahl-Komponenten von einem CNC-Betrieb – und bei der Montage Passungsprobleme festgestellt. Der Grund ist einfach:
Zwischen den beiden Betrieben fand keine Abstimmung hinsichtlich der Toleranzen statt.
Der Strangpressbetrieb fertigt die Nutprofile der Führungsschienen nach eigenen Standards, während der CNC-Betrieb den Gleiter gemäß Zeichnung herstellt – doch die Zeichnung definiert nicht die Passungsfreiheit zwischen Nut und Gleiter. Das Ergebnis ist entweder eine zu große Spielweite, die zu Wackeln führt, oder eine zu geringe Spielweite, die zu Verklemmungen führt.
Wir sind anders.
Die Führungsschiene und die Komponenten werden nach derselben Montagezeichnung und denselben Toleranzvorgaben hergestellt. Wenn wir die Nutbreite kontrollieren, wissen wir bereits, ob die entsprechende Schieberabmessung an der oberen oder unteren Grenze liegen muss. Ob Sie eine Presspassung, Übergangspassung oder Spiel-Passung benötigen – Sie entscheiden, und wir setzen es um.

Industrielle Umgebungen sind oft rau – Staub, Feuchtigkeit, chemische Korrosion, Hochfrequenz-Gleitbewegungen.
Aluminium-Führungsschiene:
Ausgangsmaterialzustand: Alterungsbehandlung T5 oder T6, gleichmäßige Härte
Eloxierung: Naturfarben oder schwarz, Schichtdicke 10–15 μm, verschleißfest und korrosionsbeständig
Harteloxierung: Schichtdicke 30–50 μm, Härte bis zu HV400+, geeignet für Anwendungen mit Hochfrequenz-Gleitbewegungen
Edelstahl-Komponenten:
Passivierung: Entfernt oberflächliches freies Eisen und verbessert die Korrosionsbeständigkeit
Elektropolieren: Entfernt Grate, verringert die Rauheit und verbessert die Sauberkeit (geeignet für medizinische/lebensmitteltechnische Anwendungen)
Sandstrahlen/Bürsten/Spiegelpolieren: Auswahl basierend auf den Anforderungen an das Erscheinungsbild
Nickel-/Chromplattierung: Geeignet für Anwendungen mit erhöhten Anforderungen an Härte oder Leitfähigkeit

Industrieteile sind am anfälligsten für Batch-Unkonsistenzen. Unser Vorgehen:
Eingangskontrolle :
Spektralanalyse von Aluminium-/Edelstahl-Rundstählen zur Verifizierung der Werkstoffgüte
In-Prozess-Inspektion :
Strangpressprozess: Überwachung von Temperatur, Geschwindigkeit und Austrittsmaßen
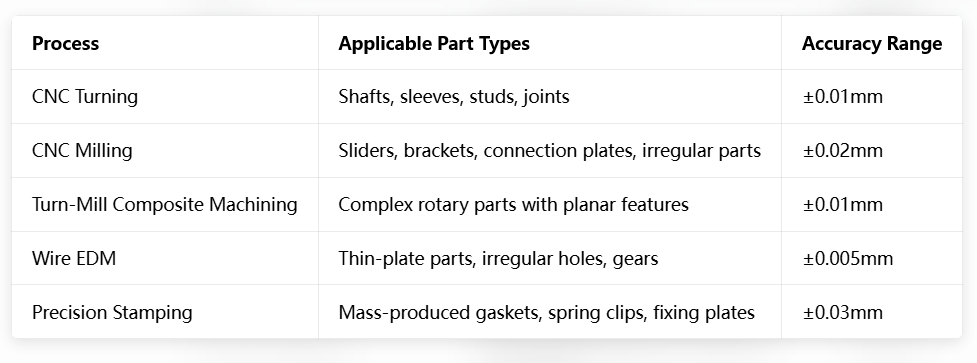
CNC-Bearbeitung erstteil-Vollprüfung, stichprobenartige Zwischenprüfung, Nachprüfung des Letztteils
Ausgangsprüfung :
Geradheit/Ebenheit: Granit-Prüfplatte + Fühllehre/Dial-Anzeiger
Kritische Abmessungen: Koordinatenmessmaschine (CMM) / Profilprojektor
Optisches Erscheinungsbild: Sichtprüfung + Rauheitsprüfer
Verfügbare Berichte:
Materialzertifikat, Abmessungsprüfbericht, Härteprüfbericht, Beschichtungsdickenbericht, Salzsprühtestbericht (auf Kundenwunsch)
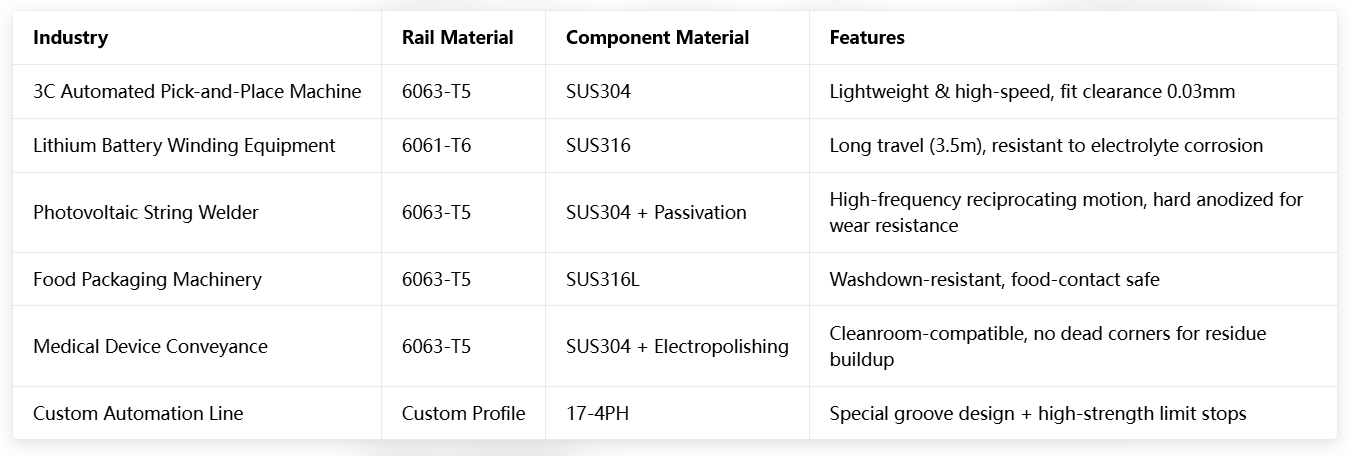
Nachfolgend finden Sie einige Branchen und Anwendungen, für die wir bereits Lieferungen vorgenommen haben. Prüfen Sie, ob eine davon Ihren Anforderungen entspricht.
Viele Konstrukteure haben gute Designideen, scheitern jedoch an Aussagen wie „Die Werkzeugkosten sind zu hoch“ oder „Die Mindestbestellmenge ist zu hoch.“
Wir möchten nicht diese Engstelle sein.
Standard-Querschnitte gängige T-Nut-/Schwalbenschwanz-Nuten, keine Formgebühr, beliebige Länge zuschneidbar
Neue Form sonderquerschnitt, 2–3 Wochen für Muster, Formkosten können auf nachfolgende Aufträge verteilt werden
Teile aus Edelstahl mindestbestellmenge: 1 Stück, keine Mengenschwelle
Musterlieferzeit führungsschiene: 3–5 Tage, Komponenten: 5–7 Tage, kombinierte Lieferung Führungsschiene + Komponenten: 7–10 Tage
Technische Unterstützung unsere Ingenieure unterstützen Sie bei der Optimierung des Querschnitts, um die Bearbeitungsschwierigkeit oder -kosten zu reduzieren
Anforderungen einreichen stellen Sie Zeichnungen (CAD/PDF/STEP) bereit oder beschreiben Sie das Anwendungsszenario (Last, Hub, Geschwindigkeit, Umgebungsbedingungen)
Auswertung antwort innerhalb von 24 Stunden mit Verfahrenslösung, Angebot und Lieferzeit
Bestätigung musterbestellung oder direkte Kleinserienfertigung
Produktion strangpressen → Schneiden/Weiterverarbeitung (Führungsschiene) | Drehen/Fräsen → Oberflächenbehandlung (Komponenten)
Versand: Begleitet von Prüfberichten, verpackt und versandt
Liegen Zeichnungen vor? Senden Sie die Unterlagen an [email protected] oder per WhatsApp/WeChat unter +86 17702667581; Antwort innerhalb von 24 Stunden.
Ist das Design noch nicht fertiggestellt? Beschreiben Sie Ihre Betriebsbedingungen (Last, Hub, Geschwindigkeit, Umgebung), und wir unterbreiten Ihnen Empfehlungen für den Querschnitt.
Muss die Passgenauigkeit überprüft werden? Wir können ein kleines Musterstück der Führungsschiene zusammen mit dem entsprechenden Muster des zugehörigen Teils zum Testen zusenden.
Unser Engagement falls Abmessungen oder Passgenauigkeit nicht den vereinbarten Standards entsprechen, fertigen wir diese kostenlos neu an. Keine Ausreden, keine Verzögerungen.

Industrie Aluminiumextrudierten Führungsschienen · Präzisions-Edelstahlteile · Komplettlösung für maßgeschneiderte Anfertigungen
*Aluminium 6063/6061 | Edelstahl SUS304/316 | Geradheitsabweichung ≤ 0,05 mm pro 300 mm | Mindestbestellmenge: 1 Stück | Steuerbare Passgenauigkeit*

Urheberrecht © 2024 by Xiamen Tongchengjianhui Industry & Trade Co., Ltd. - Datenschutzrichtlinie