Har du någonsin stött på denna situation under drift av en automatiserad produktionslinje — Vid felsökning av utrustningen fastnar glidaren plötsligt på en viss punkt längs guidspåret. Vid undersökning upptäcker du att rakheten hos guidspåret ligger utanför toleransgränsen, eller att hålets position på en rostfri ståldel på glidaren avviker med 0,1 mm.
Efter tre månaders kontinuerlig drift blir glidljudet allt högre. När du demonterar utrustningen ser du att ytan på guidspåret är sliten och svartnade, och rostfria ståldelarna visar tydliga skavmärken.
Du utvecklar en icke-standardiserad utrustning som kräver en specialdesignad tvärsnittsprofil för ledskinen, en icke-standardiserad längd och flera anpassade rostfria stålförbindelser. Du kontaktar en tillverkare av ledskiner som endast säljer av aluminium och ett CNC-verkstad som endast tillverkar delar. När du monterar dem — stämmer hålen inte överens, och spåren är förskjutna.
Om du upplevt något av ovanstående kan den här artikeln hjälpa dig att spara tid och kostnader för prövning och felsökning.

Inte bara en enskild aluminiumledskinne, inte heller isolerade delar av rostfritt stål .
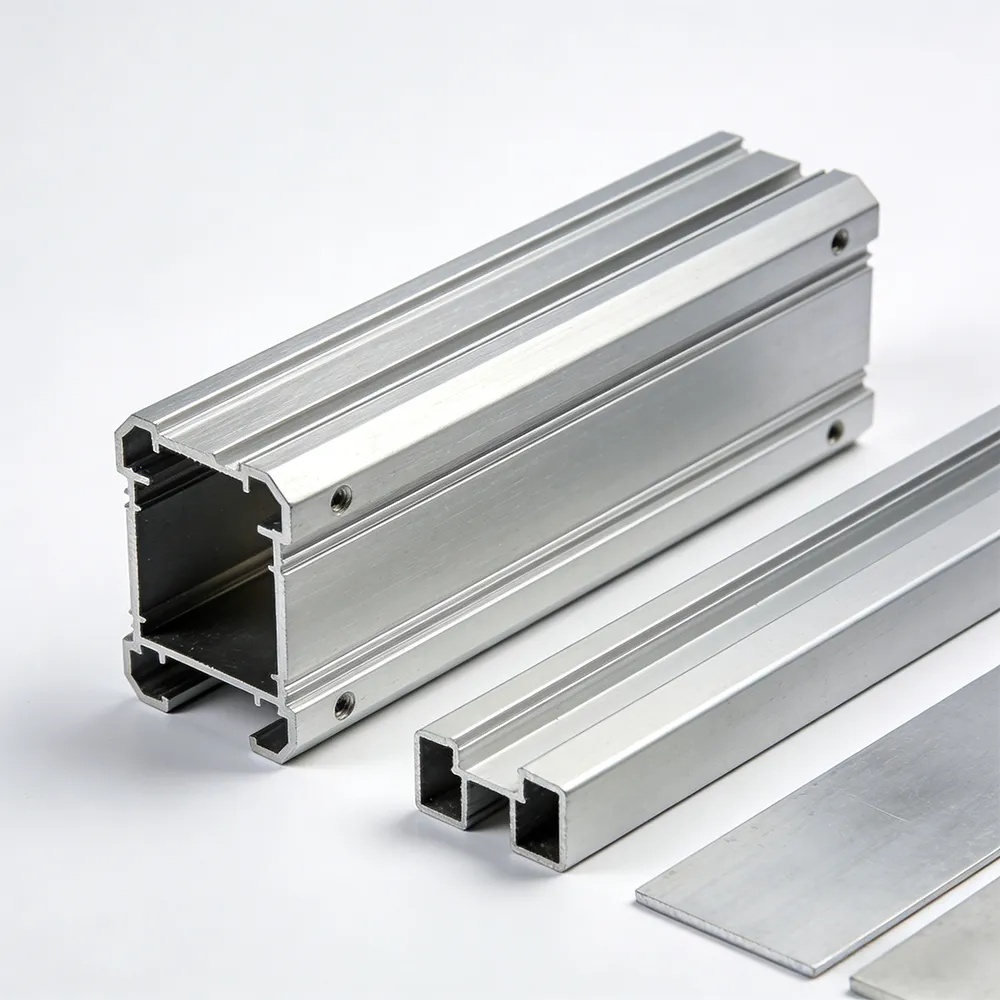
Utan en komplett "Ledskinne + Delar" integrerad lösning — du levererar ritningen eller användningsområdet, och vi tillverkar både den extruderade aluminiumledskinnet och de precisionsbearbetade rostfria ståldelarna samtidigt, vilket säkerställer smidig samordning.
6063-T5: Slät yta, god extruderbarhet, lämplig för de flesta applikationer med lätt till medeltyngda belastningar
6061-T6: Högre hållfasthet, lämplig för tunga laster eller applikationer som är känslomässiga för stötar
Övrigt: 6005A, 6082, etc., väljs efter behov

Klipplängd: 50 mm till 6000 mm, vilken storlek som helst, inga minimibeställningskvantitetsbegränsningar
Borrning/Gängning: Bearbetning av monteringshål och positionsbestämmande hål enligt ritningar
Slutfräsning: Säkerställer vinkelrätthet på båda ändar
C kantavkantning/Avkantning: Alla kanter avkantade för säkerhet och hands skydd
Standard T-spår-ledskena (med T-muttrar eller glidblock)
Fugspår-ledskena (med fugspår-glidblock, främst för lätt precisionsteknik)
Anpassat tvärsnitt (ny form, 2–3 veckor för prov, formkostnaden kan delas)
SUS304: Allmänt användbart korrosionsmotstånd, kostnadseffektivt
SUS316: Lämplig för fuktiga, saltspott- eller kemiska miljöer
SUS430: Magnetisk rostfritt stål, lämplig för specifika elektromagnetiska krav
17-4PH: Hög hållfasthet, värmebehandlingsbar
Glidblock/Sadel: Matchar spåret i guidespåret, kontrollerbar spel mellan 0,02–0,05 mm
Anslutningsblock: Ansluter guidespåret till utrustningens bas, hållprecision ±0,02 mm
Begränsningsstopp/Block: Montering av ändbegränsning eller buffert
Hållare/Lyftöga: Stödjer sensorer, kabelförda kanaler eller pneumativa komponenter
Kugghjul/Kuggstång: Överföringspassning, modul 0,5–3
Många kunder har tidigare köpt separat: aluminiumledskine skenor från en extrusionsverkstad, rostfria delar från en CNC-verkstad och stött på monteringsproblem vid sammontering. Anledningen är enkel —
Det fanns ingen kommunikation angående toleranser mellan de två verkstäderna.
Extrusionsverkstaden tillverkar spår för ledskinner enligt sina egna standarder, och CNC-verkstaden tillverkar glidaren enligt ritningen, men ritningen definierar inte passningsutrymmet mellan spåret och glidaren. Resultatet är antingen för löst, vilket orsakar darrning, eller för tight, vilket orsakar klibbning.
Vi är olika.
Ledskinnen och komponenterna tillverkas enligt samma monteringsritning och samma uppsättning toleransreferenser. När vi styr spårbredden vet vi redan om motsvarande glidardimension ska ligga vid övre eller undre gräns. Om du behöver en presspassning, en övergångspassning eller en luckspassning – det bestämmer du, och vi utför det.

Industriella miljöer är ofta krävande – damm, fukt, kemisk korrosion, högfrekvent glidning.
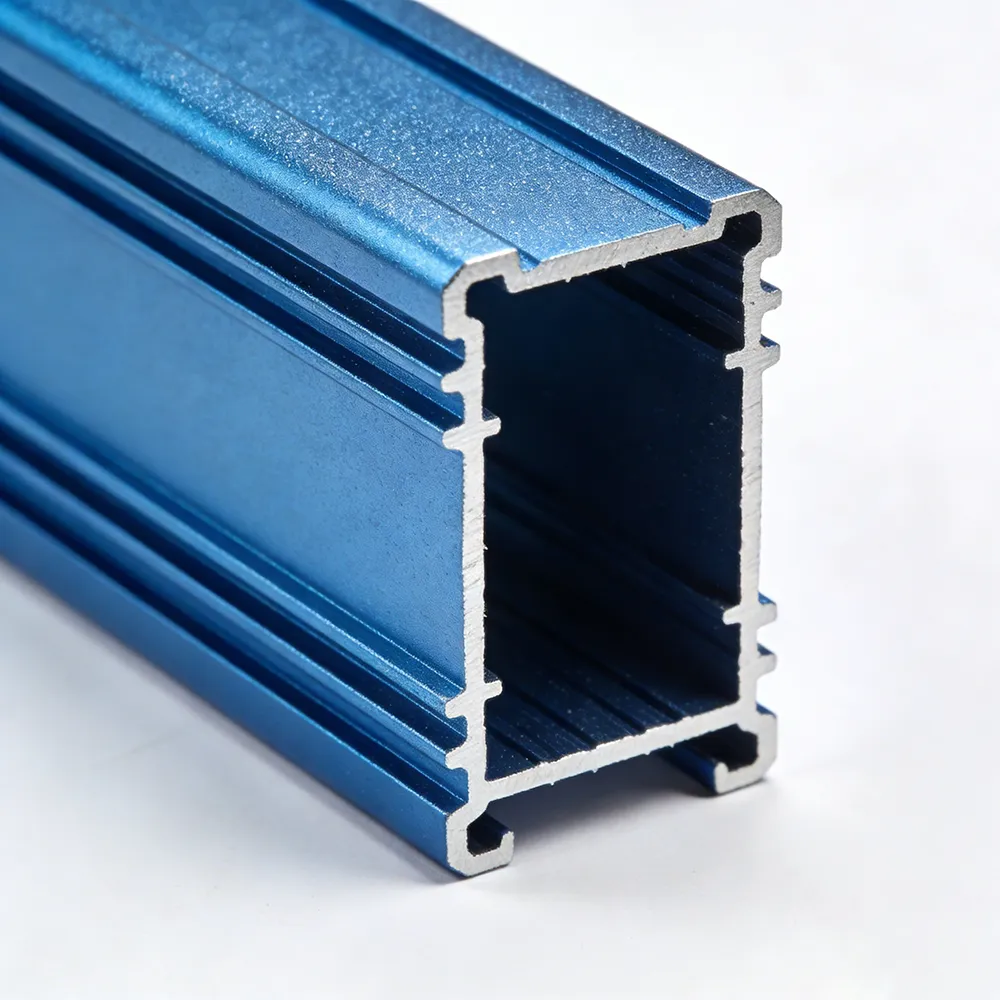
Aluminiumledskinn:
Utgångsmaterialtillstånd: åldringstreatment T5 eller T6, enhetlig hårdhet
Anodisering: Naturlig eller svart, filmtjocklek 10–15 μm, slitstark och korrosionsbeständig
Hårdanodisering: Filmtjocklek 30–50 μm, hårdhet upp till HV400+, lämplig för applikationer med högfrekvent glidning
Rostfria stålkomponenter:
Passiveringsbehandling: Avlägsnar fri järn på ytan och förbättrar korrosionsbeständigheten
Elektropolering: Avlägsnar spån och minskar ytråheten, förbättrar renheten (lämplig för medicinska/matteknomiska applikationer)
Sandblästring/Brusning/Spegelpolering: Väljs utifrån kraven på utseende
Nickel-/kromplätering: Lämplig för applikationer som kräver högre hårdhet eller ledningsförmåga

Industrikomponenter är mest sårbara för inkonsekvenser mellan partier. Vårt angreppssätt:
Inkommande inspektion :
Spektralanalys av aluminium-/rostfritt stålstavmaterial för att verifiera materialklass
Inspektion under processen :
Extrusionsprocess: Övervakning av temperatur, hastighet och utgående mått
Cnc-mackning full inspektion av första delen, provtagning under processen, återinspektion av sista delen
Utgående inspektion :
Rakhet/planhet: Granitplatta + känslomätare/dialindikator
Kritiska mått: Koordinatmätningsmaskin (CMM) / profilprojektor
Utseende: Visuell inspektion + råhetstestare
Tillgängliga rapporter:
Materialcertifikat, dimensionsinspektionsrapport, hårdhetsrapport, beläggningstjockleksrapport, saltnebelsprovrapport (på kundens begäran)
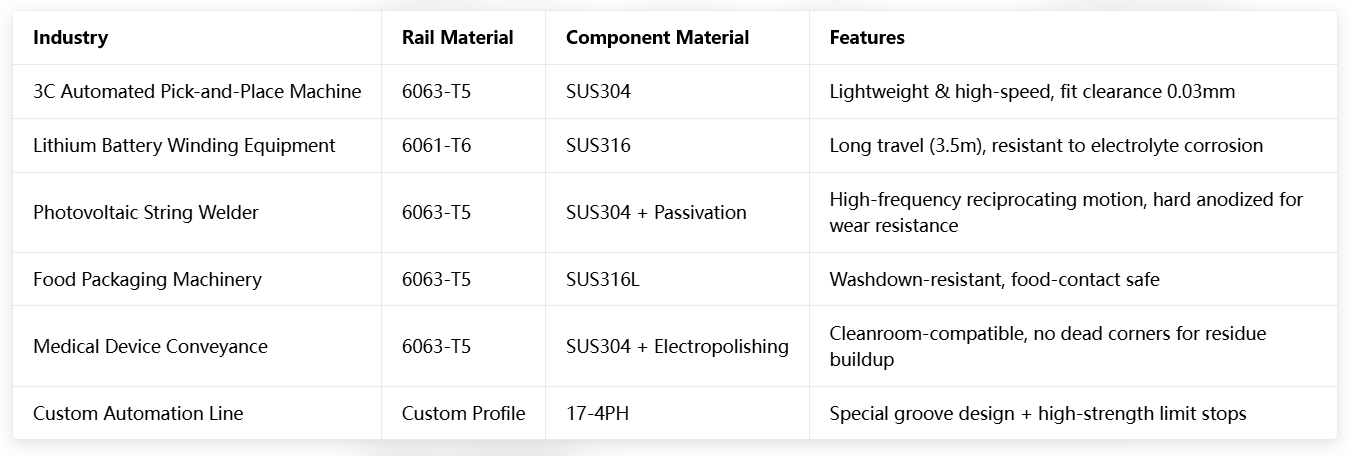
Nedan följer några av de branscher och applikationer vi har levererat till. Se om någon av dem relaterar till dina behov.
Många ingenjörer har bra designidéer men fastnar vid uttryck som "formkostnaden är för hög" eller "MOQ är för hög."
Vi vill inte vara den flaskhalsen.
Standard tvärsnitt : Vanliga T-spår/dovetail-rännor, ingen formkostnad, valfri längd på skärning
Ny form : Specialt tvärsnitt, 2–3 veckor för provexemplar, formkostnaden kan amorteras över efterföljande beställningar
Delar av rostfritt stål : Minimimängd 1 styck, ingen kvantitetsgräns
Leveranstid för prov : Guidebanor inom 3–5 dagar, delar inom 5–7 dagar, kombinerade guidebanor + delar inom 7–10 dagar
Teknisk assistans : Ingenjörer kan hjälpa till att optimera tvärsnittsdesignen för att minska bearbetningssvårigheter eller kostnader
Skicka in krav leverera ritningar (CAD/PDF/STEP) eller beskriv användningsscenariot (last, slaglängd, hastighet, miljö)
Utvärdering svar inom 24 timmar med processlösning + offert + ledtid
Bekräftelse provbeställning eller direkt liten serieproduktion
Produktion extrudering → skärning/efterbearbetning (fördelningsskena) | Svarvning/fräsning → ytbearbetning (delar)
Förmedling: Åtföljs av kontrollrapporter, förpackas och skickas ut
Har du ritningar? Skicka till [email protected] eller via WhatsApp/WeChat +86 17702667581; svar inom 24 timmar.
Är designen inte färdig? Beskriv dina driftsförhållanden (last, slaglängd, hastighet, miljö), så ger vi rekommendationer för tvärsnitt.
Behöver du verifiera passform? Vi kan skicka ett litet provstycke av ledskinen tillsammans med motsvarande delprov för testning.
Vårt åtagande om måtten eller passformen inte uppfyller de överenskomna standarderna gör vi om dem kostnadsfritt. Ingen ursäkt, inga förseningar.

Industriell Aluminiumextruderad Ledskiner · Precisionsskruvdelar i rostfritt stål · Komplett anpassning på ett ställe
*Aluminium 6063/6061 | Rostfritt stål SUS304/316 | Raktighet ≤0,05 mm/300 mm | Minimimbeställning 1 styck | Kontrollerbar passform*

Upphovsrätt © 2024 av Xiamen Tongchengjianhui Industry & Trade Co., Ltd. - Integritetspolicy
