
Да ли сте се икада суочили са овом ситуацијом током аутоматизованих операција производне линије Током дебаговања опреме, клизгач се изненада заглави у одређеној тачки на водичој шини. Након прегледа, утврдите да је правлост вођске шине изван толеранције, или да је положај рупе на делу од нерђајућег челика на клизачу погрешан за 0,1 мм.
Након три месеца континуираног рада, бука клизања постаје све јача. Када га разградите, видите да је површина вођске пруге издржјена и поцрњена, а делови од нерђајућег челика имају очигледне траге.
Развијете нестандартну опрему која захтева посебан пресек вођске пруге, нестандартну дужину и неколико прилагођених спојника од нерђајућег челика. Приступите произвођачу водича који продаје само алуминијумски профили и ЦНЦ радњу која производи само делове. Када их сакупите рупе се не изједначавају, а жлебови су измештени.
Ако сте имали било који од горе наведених проблема, овај чланак вам може помоћи да уштедите мало времена и трошкове.

Нису само једна алуминијумска вођа, нити изолована делови од нерђајућег челика .
Али потпуна интегрирано решење "Путевни коловоз + делови" дајте цртање или сценарио апликације, а ми ћемо истовремено произвести и алуминијумску екструдирану вођску пругу и прецизне компоненте од нерђајућег челика, осигурајући глатку координацију.
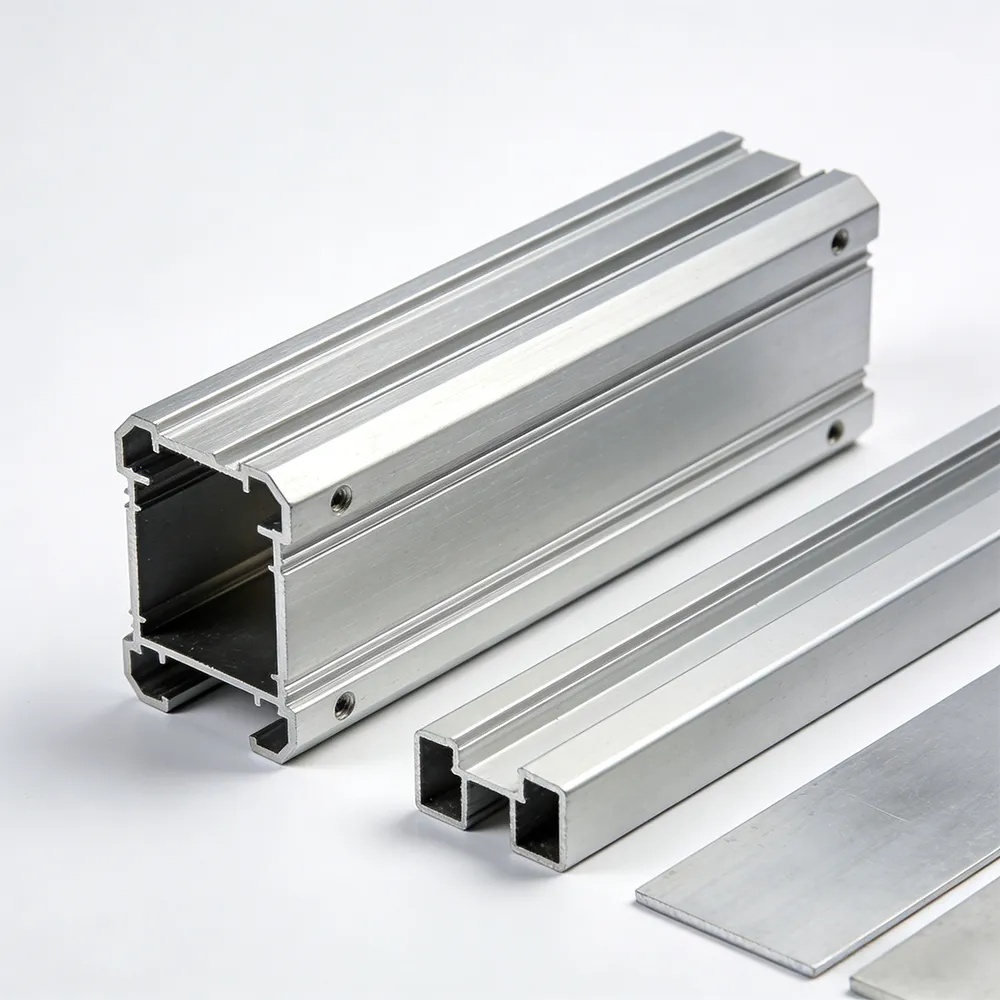
6063-T5: Глатка површина, добра екструдибилност, погодна за већину апликација са лаким до средњим оптерећењем
6061-Т6: Виша чврстоћа, погодна за тешка оптерећења или примене подложне удару
Остале: 6005А, 6082, итд., изабране по потреби

Дужина сечења: 50mm до 6000mm, било које величине, без ограничења минималне количине наруџбе
Бушење/укопавање: Машинарски рад монтажних рупа и рупа за позиционирање према цртежима
Крајно фрезирање: Обезбеђује перпендикуларност оба краја
C уколико је потребно, додајте: Све ивице са раменом заштите за безбедност и заштиту руку
Стандардна Т-слот водичња шина (са Т-нутсом или клизачима)
Слизнице за вођење резби са голубицом (са клизницама са голубицом, углавном за лаке опреме прецизне опреме)
Наредни пресек (нови калупа, 2-3 недеље за узор, трошкови калупа могу се поделити)
SUS304: Отпорност на корозију за општу употребу, трошковно ефикасна
SUS316: Погодан за влажне, солиране или хемијске средине
SUS430: Магнетни нерђајући челик, погодан за специфичне електромагнетне захтеве
17-4ПХ: Висока чврстоћа, топлотно обрађивана
Слайдер/Сетло: У складу са жлезом за вођење, контролисан прозор од 0,02-0,05 мм
Блок за повезивање: Повезује вођску шину са база опреме, тачност положаја рупе ±0.02mm
Прекосни заустављање/блокација: Уградња крајње границе или буфера
Задржила/подизање: Подржава сензоре, кабеле или пневматичне компоненте
Уколико је потребно, Прилагођење преноса, модул 0,5-3
Многи купци су раније купували одвојено: алуминијумски водич рељеви из екструзијске радње, делови од нерђајућег челика из ЦНЦ радње, и наишли на проблеме монтаже приликом монтаже. Разлог је једноставан.
Није било комуникације у вези са толеранцијама између две продавнице.
У продавници за екструзију се производе жлезде за вођење по својим стандардима, а у продавници ЦНЦ-а се ролка производи према цртежу, али цртеж не дефинише просвет између жлебова и ролка. Резултат је или превише лабаво што изазива треперење, или превише чврсто што изазива заглађивање.
Ми смо различити.
Уколико је потребно, уколико је могуће, за да се не допуни да се улагају у систему за управљање улогом, треба да се примењује једнако ниво наступа. Када контролишемо ширину жлебова, већ знамо да ли одговарајућа димензија клизача треба да буде на горњој или доњој граници. Да ли вам је потребна интерференција, транзиција или просветљење, одлучујете и ми извршавамо.

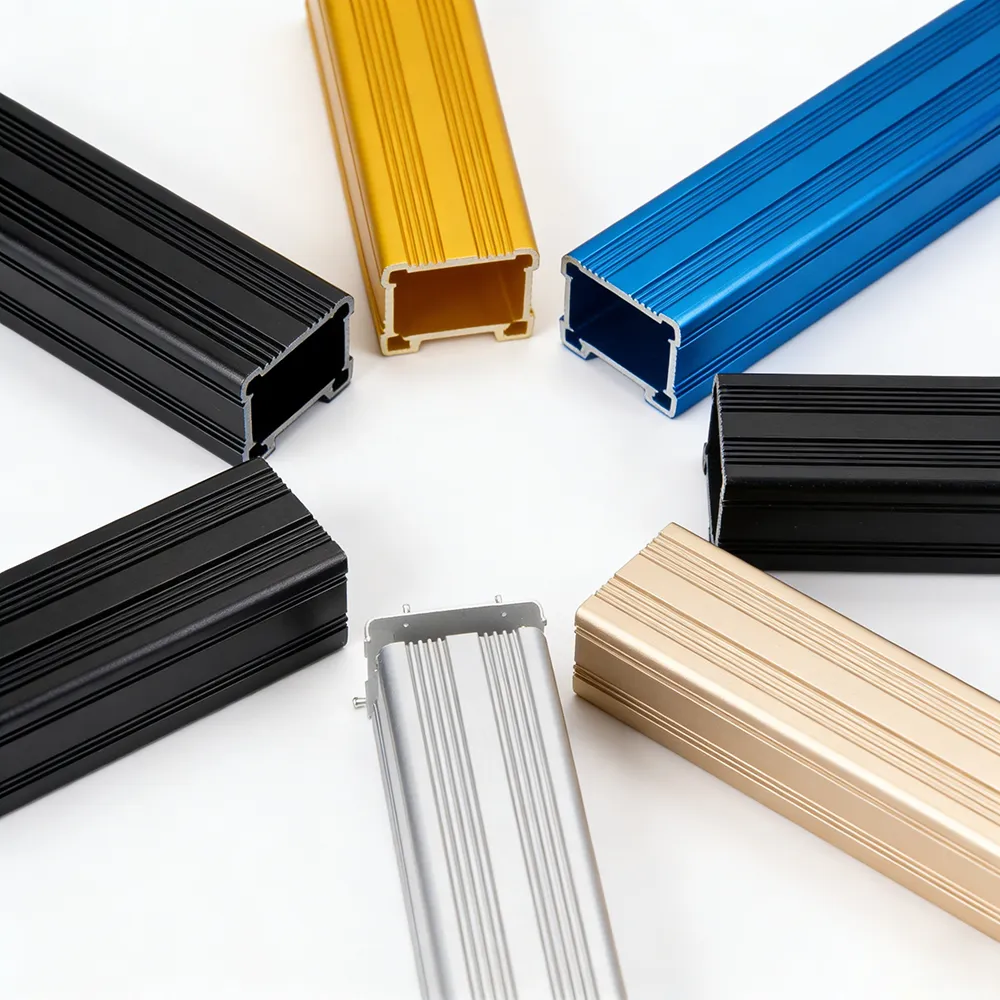
Индустријска окружења су често сурова прашина, влага, хемијска корозија, високофреквентно клизгање.
Алуминијумска вожња:
Стање основног материјала: Т5 или Т6 третман старења, једнака тврдоћа
Анодирање: природно или црно, дебљина филма 10-15μm, отпорно на зношење и отпорно на корозију
Тврдо анодирање: Дебљина филма 30-50μm, тврдоћа до HV400+, погодна за апликације високофреквентног клизања
Делови од нерђајућег челика:
Пасивација: Уклоњава површинско слободно гвожђе, повећава отпорност на корозију
Електрополирање: Уклоњује буре, смањује грубост, побољшава чистоћу (подједнако за медицинске/храмбене апликације)
Песчање/пецање/полирање огледала: изабрано на основу захтева за изглед
Никел/хром платовање: погодно за апликације које захтевају већу тврдоћу или проводност

Индустријски делови су најранљивији за несагласност партије. Наш приступ:
Долазна инспекција :
Спектрална анализа алуминијумских/нерезандисаних челика за верификацију квалитета материјала
Инспекција у току :
Процес екструзије: Контрола температуре, брзине и димензија излаза
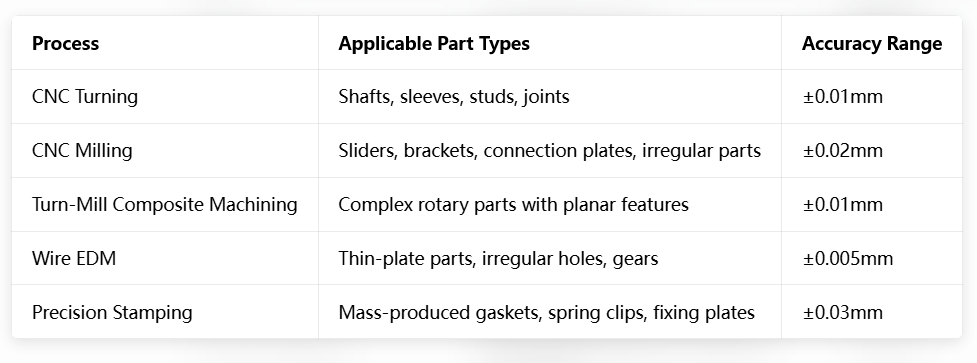
СЦН обрада : Пълна инспекција првог комада, узорка у току процеса, поновна инспекција последњег комада
Излазна инспекција :
Правота/плоскост: Гранитна површина + индикатор за мерење/цифербол
Критичне димензије: Координатна мерачка машина (ЦММ) / пројектор профила
Изглед: Визуелна инспекција + тест грубости
Доступни извештаји:
Сертификат материјала, извештај о димензионалној инспекцији, извештај о тврдоћи, извештај о дебелини премазања, извештај о испиту са сољом (на захтев клијента)
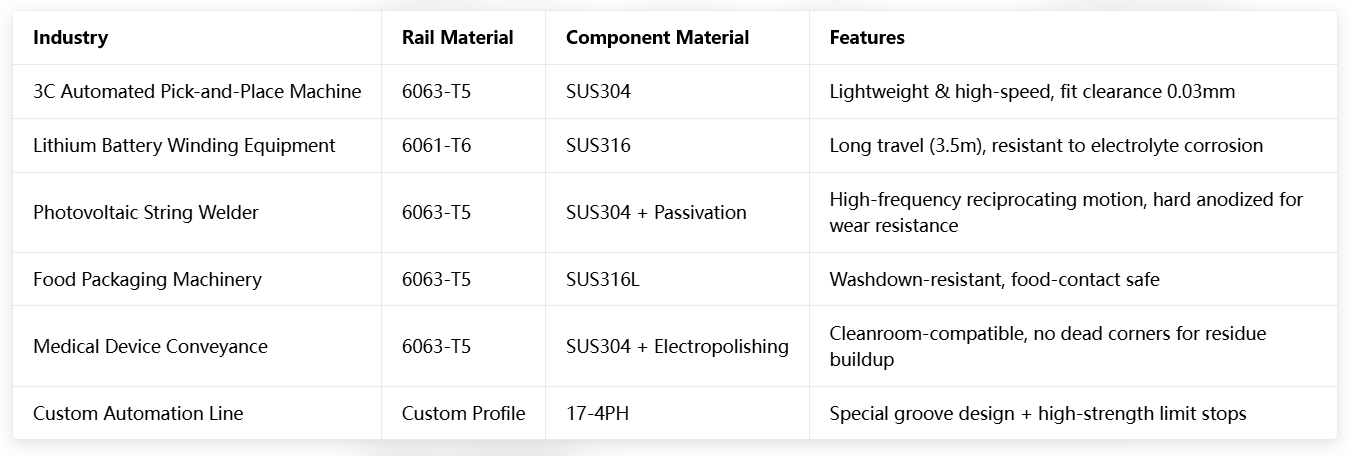
Испод су неке од индустрија и апликација које смо испоручили. Погледајте да ли се неки од њих односе на ваше потребе.
Многи инжењери имају добре идеје за дизајн, али се заглављају на "цена калупа је превише висока" или "МОК је превише висока".
Не желимо да будемо то грло у флакон.
Стандардни попречни пресеци : Уобичајене Т-слот/довореве жлебове, без накнаде за калупу, резање било које дужине
Нови модел : Специјални пресек, 2-3 недеље за узор, трошкови калупа могу бити амортизовани у наредним наруџбинама
Делови од нерђајућег челика : минимум 1 комад, нема прага за количину
Узорење времена : Вођач трка 3-5 дана, делови 5-7 дана, комбиновани вођач трка + делови 7-10 дана
Техничка помоћ : Инжењери могу помоћи у оптимизацији дизајна попречног пресека како би се смањиле потешкоће обраде или трошкови
Подајте захтеве : Подајте цртеже (КАД/ПДФ/СТЕП) или опишите сценарио примене (оптерећење, потез, брзина, окружење)
Евалуација : Одговор у року од 24 сата са решенима процеса + цитат + време за извеђење
Потврда : Наредба за узорке или директна мала производња
Proizvodnja екструзија → сечење/накнадна обрада (вођица) | Стругање/глодање → површинска обрада (делови)
Isporuka: Уз извештаје о инспекцији, упаковани и испоручени
Да ли имаш цртеже? Пошаљи на еллие@тцџх-хардвеер.цом или Ватсап/Вецхат +86 17702667581, одговор у року од 24 сата.
Ниси завршио са дизајном? Опишите своје услове рада (оптерећење, потез, брзина, окружење), а ми ћемо пружити препоруке за попречни пресек.
Треба ли да проверите да ли сте у стању? Можемо послати мали узорци од вођских шина у параду са одговарајућим узорцима за тестирање.
Наша посвећеност : Ако димензије или прилагођавање не испуњавају договорене стандарде, поново ћемо их бесплатно направити. Без изговорних разлога, без кашњења.

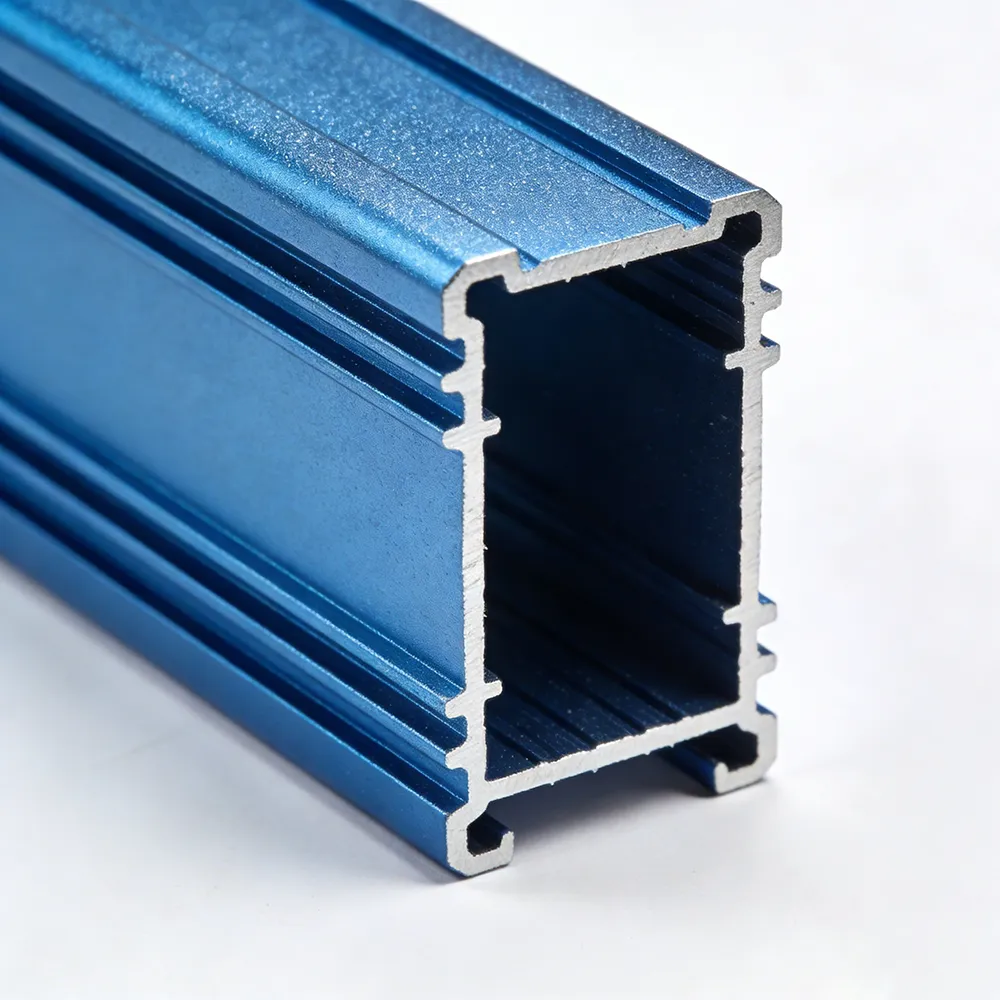
Индустријска Екструдирани алуминијум Водичје шине · Прецизни делови од нерђајућег челика · Културизација из једног места
*Алуминијум 6063/6061 | Нерђајући челик SUS304/316 | Правост ≤0,05 мм/300 мм | Минимум 1 комад | Контролисано приањање*

Ауторско право © 2024 од стране Сиамен Тонгченгцхианхуи Индустриа & Трговање Цо, Лтд. - Политике приватности