Soha nem fordult elő már Önnek az automatizált gyártósorok üzemeltetése során az alábbi helyzet — A berendezés hibakeresése közben a csúszka hirtelen megakad egy bizonyos ponton a vezetősínen. A vizsgálat során kiderül, hogy a vezetősín egyenesessége kívül esik a megengedett tűréshatárokon, vagy egy rozsdamentes acél alkatrész lyukpozíciója a csúszkán 0,1 mm-rel eltér a megadotttól.
Folyamatos üzemelés után három hónappal a csúszás zajossága egyre erősebbé válik. A szétszerelés után megfigyelhető, hogy a vezetősín felülete kopott és besötétült, a rozsdamentes acél alkatrészek pedig egyértelmű karcolásnyomokat mutatnak.
Egy nem szabványos berendezést fejleszt, amelyhez speciális keresztmetszetű vezetősín, nem szabványos hosszúság és több egyedi rozsdamentes acél csatlakozó szükséges. Egy vezetősín-gyártóhoz fordul, aki kizárólag alumínium profilok és egy CNC-műhely, amely kizárólag alkatrészeket gyárt. Amikor összeszerelik őket – a furatok nem illeszkednek egymáshoz, és a horpadások elcsúsztak.
Ha bármelyik fenti problémával már találkozott, ez a cikk segíthet időt és próbálkozási költségeket megtakarítani.

Nem csupán egyetlen alumínium vezetősín, sem pedig izolált nem rozsdamentes acélból készült alkatrészek .
Hanem egy teljes "Vezetősín + alkatrészek" integrált megoldás – Ön megadja a rajzot vagy az alkalmazási forgatókönyvet, és mi egyszerre gyártjuk az alumínium extrudált vezetősínt és a precíziós rozsdamentes acél alkatrészeket, így zavartalan koordinációt biztosítunk.
6063-T5: Simított felület, jó extrudálhatóság, alkalmas legtöbb könnyű és közepes terhelésű alkalmazásra
6061-T6: Magasabb szilárdság, alkalmas nagy terhelés vagy ütésnek kitett alkalmazásokhoz
Egyéb: 6005A, 6082 stb., szükség szerint kiválasztva

Vágási hossz: 50 mm-től 6000 mm-ig, bármilyen méret, nincs minimális rendelési mennyiségi korlátozás
Fúrás/csavarozás: A rajzoknak megfelelően történő rögzítő- és pozícionáló lyukak megmunkálása
Végmarás: Mindkét vég merőlegességének biztosítása
C letörés/élsimítás: Minden él letörve a biztonság és a kézvédelem érdekében
Standard T-szegélyes vezetősín (T-alátétekkel vagy csúszóelemekkel)
Fecskendőhorpadásos vezetősín (fecskendőhorpadásos csúszóelemekkel, főként könnyű, precíziós berendezésekhez)
Egyedi keresztmetszet (új szerszám, minta készítése 2–3 hét, a szerszám költsége megosztható)
SUS304: Általános célú korrózióállóság, költséghatékony
SUS316: Páratartalmas, sópermetes vagy vegyi környezetekhez alkalmas
SUS430: Mágneses rozsdamentes acél, speciális elektromágneses követelményekhez alkalmas
17-4PH: Nagy szilárdságú, hőkezelhető
Csúszóelem/nyereg: Illeszkedik a vezetőpálya horpadásához, szabályozható hézag: 0,02–0,05 mm
Kapcsolóblokk: A vezetőpályát kapcsolja össze a berendezés alapjával, furatpozíció pontossága: ±0,02 mm
Határmegállító/blokk: Végkorlát vagy ütköző rögzítése
Tartókonzol / emelőfül: Érzékelők, kábelcsatornák vagy neumás alkatrészek rögzítését támogatja
Fogaskerék / fogaslécek: Átvitel illesztése, modul 0,5–3
Sok vevő korábban külön-külön vásárolta: alumínium vezetősíneket az extrúziós üzemből származó vezetősíneket, a CNC-üzemből származó rozsdamentes acél alkatrészeket, és összeszerelés közben illesztési problémákkal találta szembe magát. Az ok egyszerű —
A két üzem között nem történt kommunikáció a tűrésekkel kapcsolatban.
Az extrúziós gyártóüzem saját szabványai szerint gyártja a vezetősín horpadásait, míg a CNC-gyártóüzem a rajz alapján készíti el a csúszkát, de a rajz nem határozza meg a horpadás és a csúszka közötti illesztési hézagot. Ennek eredménye vagy túl laza illesztés, ami rezgést okoz, vagy túl szoros illesztés, ami akadályozza a mozgást.
Mi mások vagyunk.
A vezetősín és az alkatrészek ugyanazon összeszerelési rajz és ugyanazon tűréshatár-rendszer alapján készülnek. Amikor a horpadás szélességét szabályozzuk, már tudjuk, hogy a megfelelő csúszka méretének a felső vagy az alsó határon kell lennie. Akár nyomóerővel rögzített, átmeneti vagy szabad illesztést igényel – Ön dönt, mi pedig végrehajtjuk.

Az ipari környezet gyakran nehéz – por, páratartalom, kémiai korrózió, nagyfrekvenciás csúszás.
Alumínium vezetősín:
Alapanyag állapota: T5 vagy T6 öregítési kezelés, egyenletes keménység
Anódosítás: természetes vagy fekete színű, rétegvastagság 10–15 μm, kopásálló és korrózióálló
Kemény anodizálás: Rétegvastagság 30–50 μm, keménység akár HV400+ is, alkalmas nagyfrekvenciás csúszó alkalmazásokhoz
Rozsdamentes acél alkatrészek:
Passziválás: A felületi szabad vas eltávolítása, a korrózióállóság javítása
Elektrolitos polírozás: A maradékanyagok (burr-ok) eltávolítása, a felületi érdesség csökkentése, a tisztaság javítása (alkalmas orvosi/élelmiszer-ipari alkalmazásokhoz)
Homokfúvás / fémkefézés / tükrös polírozás: A megjelenési követelmények alapján választandó
Nikkel-/krómbevonat: Alkalmas olyan alkalmazásokhoz, amelyek magasabb keménységet vagy vezetőképességet igényelnek

Az ipari alkatrészek a legérzékenyebbek a tétel-egyenetlenségre. Megoldásunk:
Beérkezési ellenőrzés :
Alumínium/rozsdamentes acél rúdanyagok spektrális elemzése az anyagminőség ellenőrzésére
Folyamatbeli ellenőrzés :
Extrúziós folyamat: Hőmérséklet, sebesség és kilépési méretek figyelése
CNC gépelés első darab teljes ellenőrzése, folyamat közbeni mintavétel, utolsó darab újraellenőrzése
Kiszállítási ellenőrzés :
Egyenesesség / síkság: gránit felületi lemez + tapintókészülék / mutatós mérőóra
Kritikus méretek: koordináta-mérőgép (CMM) / profilvetítő
Megjelenés: szemrevételezés + érdességmérő
Elérhető jelentések:
Anyagtanúsítvány, méretellenőrzési jelentés, keménységjelentés, bevonatvastagság-jelentés, sópermetezéses vizsgálati jelentés (az ügyfél kérésére)
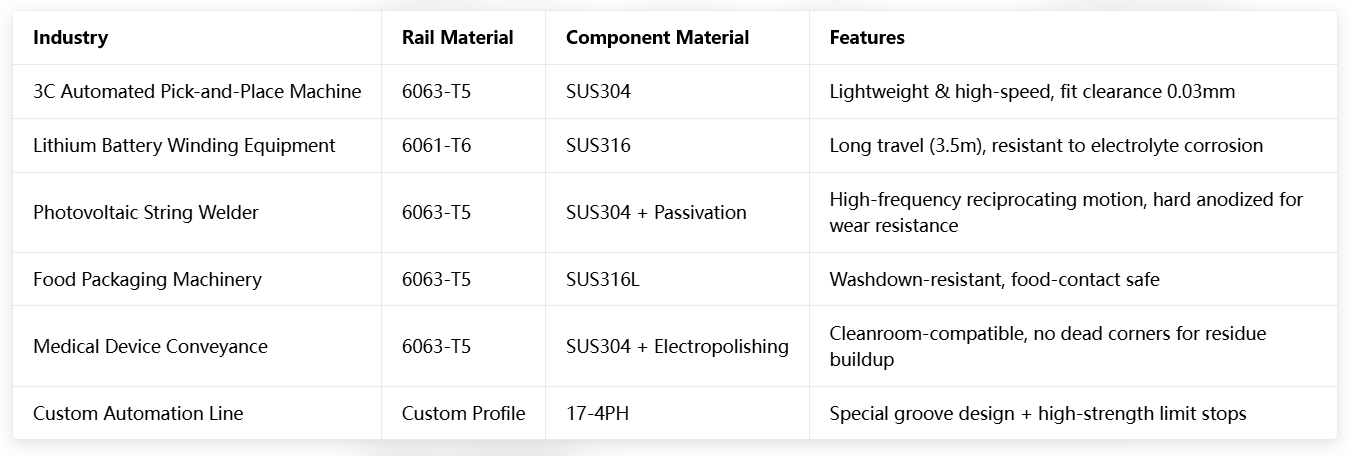
Az alábbiakban néhány olyan iparág és alkalmazás szerepel, amelyeket már kiszolgáltunk. Nézze meg, kapcsolódik-e bármelyik a Ön igényeihez.
Sok mérnöknek jó tervezési ötletei vannak, de megakadnak azzal, hogy „a szerszámköltség túl magas” vagy „a minimális rendelési mennyiség (MOQ) túl magas”.
Nem szeretnénk ezt a torlódási pontot képezni.
Szabványos keresztmetszetek : Gyakori T-alakú/faragott horpadásos hornyok, nincs szerszámköltség, bármilyen hosszra vágható
Új forma : Speciális keresztmetszet, 2–3 hét a minta elkészítésére, a szerszámköltség elszámolható a későbbi rendelésekben
Nem rozsdamentes acélból készült alkatrészek : Minimum 1 darab, nincs mennyiségi küszöb
Mintakészítési idő : Útmutató sínek 3–5 nap, alkatrészek 5–7 nap, kombinált útmutató sínek + alkatrészek 7–10 nap
Műszaki Támogatás : A mérnökök segíthetnek optimalizálni a keresztmetszet tervezését a feldolgozási nehézség vagy költség csökkentése érdekében
Követelmények benyújtása : Szolgáltasson rajzokat (CAD/PDF/STEP) vagy írja le az alkalmazási forgatókönyvet (terhelés, löket, sebesség, környezet)
Értékelés válasz 24 órán belül a folyamatmegoldással, árajánlattal és szállítási idővel
Megerősítés minta rendelés vagy közvetlen kis sorozatgyártás
Gyártás extrúzió → vágás/postfeldolgozás (vezetősín) | Esztergálás/marás → felületkezelés (alkatrészek)
Szállítás: Ellenőrzési jelentésekkel együtt, csomagolva és kiszállítva
Rendelkezik rajzokkal? Küldje el az [email protected] címre vagy WhatsApp/WeChat +86 17702667581 számra, válaszunk 24 órán belül érkezik.
A tervezés még nem készült el? Ismertesse működési körülményeit (terhelés, lökethossz, sebesség, környezet), és mi keresztmetszeti ajánlásokat adunk.
Illeszkedést kell ellenőrizni? Küldhetünk egy kis vezetősín-mintadarabot a megfelelő alkatrész mintájával együtt tesztelés céljából.
Elkötelezettségünk ha a méretek vagy az illeszkedés nem felelnek meg a megállapodott szabványoknak, ingyenesen újra elkészítjük őket. Nincs kifogás, nincs késedelem.

Ipari Alumínium extrudált Irányító sín · Pontos rozsdamentes acél alkatrészek · Komplex egyedi gyártás
*6063/6061 alumínium | SUS304/316 rozsdamentes acél | Egyenesség ≤0,05 mm / 300 mm | minimum 1 darab | Szabályozható illeszkedés*

Copyright © 2024 Xiamen Tongchengjianhui Industry & Trade Co., Ltd. mindentől függetlenül. - Adatvédelmi irányelvek
