
A keni ndonjëherë hasur në këtë situatë gjatë operimeve të linjës së prodhimit automatike — Gjatë ndryshimeve të pajisjeve, rrëshqitësi bie papritur në një pikë të caktuar në rrotullën udhëzuese. Pas kontrollit, zbuloni se drejtësia e rrotullës udhëzuese është jashtë tolerancës, ose pozicioni i vrimës së një pjesë prej çeliku inox në rrëshqitës është me 0,1 mm jashtë vendit.
Pas tre muajve të punës vazhduese, zhurma e rrëshqitjes bëhet gjithnjë e më e qartë. Kur e zbërroni, shihni se sipërfaqja e rrotullës udhëzuese është thërrmuar dhe ka ngjyrë të zi, ndërsa pjesët prej çeliku inox tregojnë shenja të dukshme të rrëshqitjes.
Po zhvilloni një pajisje jo-standard që kërkon një prerje të veçantë të rrotullës udhëzuese, një gjatësi jo-standard dhe disa lidhëse të personalizuara prej çeliku inox. Ju u afroni një prodhuesi të rrotullave udhëzuese që shit vetëm profilit e Aluminjit dhe një oficinë CNC që prodhon vetëm pjesë. Kur i montoni — vrimat nuk përputhen, dhe gropa janë të zhvendosura.
Nëse keni përjetuar ndonjë nga rastet e mësipërme, ky artikull mund t’ju ndihmojë të kurseni kohë dhe shpenzimet e provave dhe gabimeve.

Jo vetëm një singulare rrethore alumini, as jo izoluar larg .
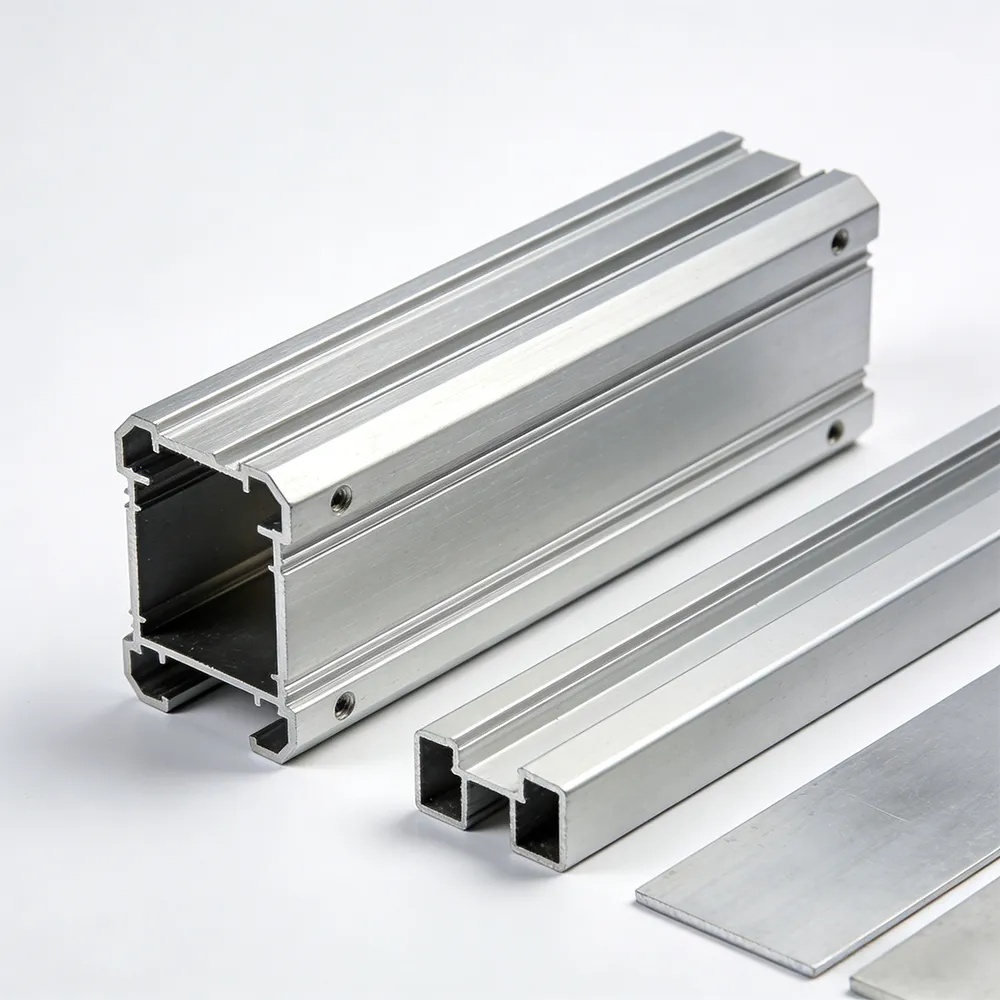
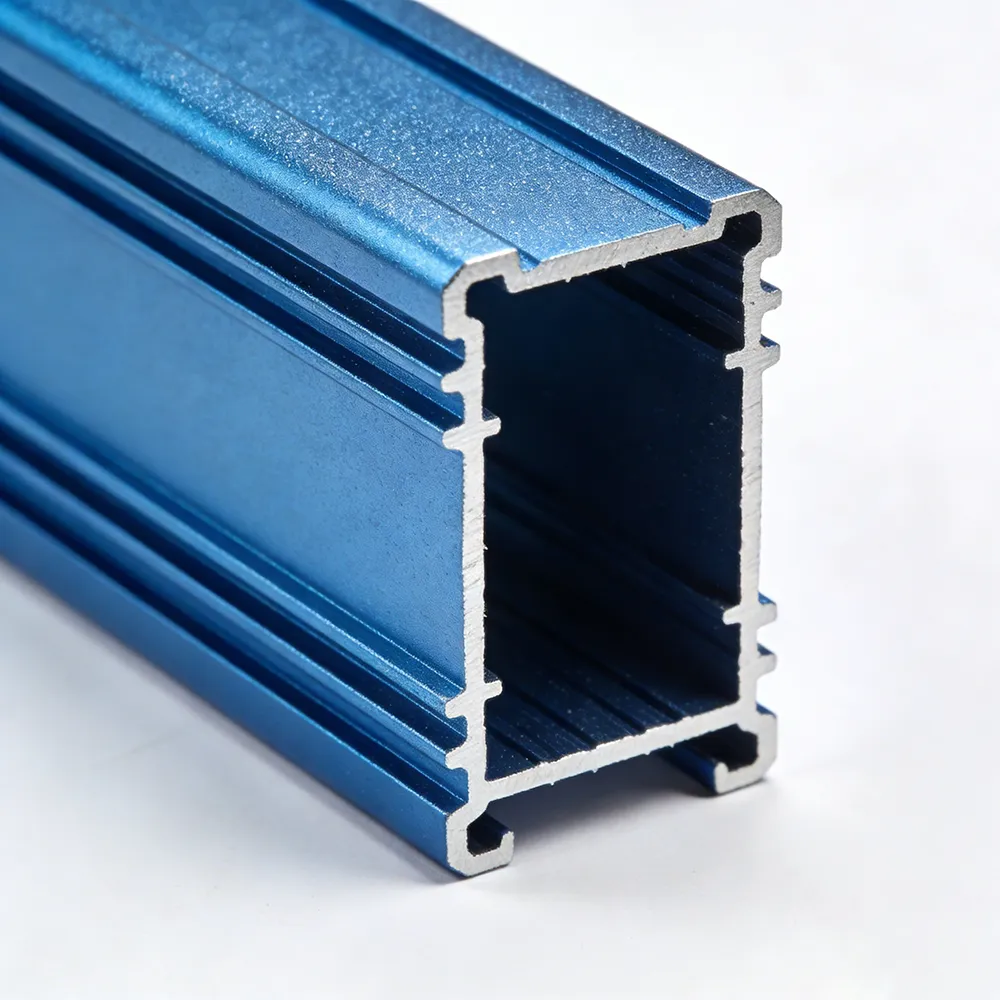
Por një zgjidhje të plotë "Rrethore udhëzuese + Pjesë" e integruar — ju jepni vizatimin ose skenarin e zbatimit, dhe ne do të prodhojmë njëkohësisht si rrethoren alumini të shtypur dhe pjesët e presionit prej çeliku inox, duke siguruar koordinim të rrjedhshëm.
6063-T5: Sipërfaqe e lëmuar, aftësi e mirë shtypjeje, e përshtatshme për shumicën e aplikimeve me ngarkesë të lehtë deri në mesatare
6061-T6: Fortësi më e lartë, e përshtatshme për ngarkesa të rënda ose aplikime ku ka rrezik goditje
Të tjera: 6005A, 6082, etj., zgjidhen sipas nevojës

Gjatësia e prerjes: 50 mm deri në 6000 mm, çdo madhësi, pa kufizim të sasisë minimale të porosisë
Drillim/Tapishtim: Përpunimi i vrimave të montimit dhe vrimave të pozicionimit sipas vizatimeve
Frezimi i skajeve: Siguron pingulësinë e të dy skajeve
C hapja e skajve/Shkarkimi i brinjëve: Të gjitha skajet janë të pjerrëta për siguri dhe mbrojtje të duarve
Rrethi udhëzues standard me foshnja T (me pernutë T ose rrëshqitëse)
Rrethi udhëzues me gropa gërshërë (me rrëshqitëse gërshërë, kryesisht për pajisje të lehta me saktësi të lartë)
Seksion i personalizuar (mold i ri, 2–3 javë për mostrën, kostoja e moldit mund të ndahet)
SUS304: Rezistencë e përgjithshme ndaj korrozionit, me raport të mirë çmimi-përformancë
SUS316: E përshtatshme për mjedise të lagështa, me shi kripëror ose kimik
SUS430: Çelik inox magnetik, i përshtatshëm për kërkesa specifike elektromagnetike
17-4PH: Fortësi e lartë, e trajtueshme me nxehtësi
Shkëlqyese/Sadel: Përputhet me kanalin e rrahjes së udhëzuesit, hapsirë e kontrollueshme 0,02–0,05 mm
Blloku i Lidhjes: Lidh rrahjen udhëzuese me bazën e pajisjes; saktësia e pozicionit të vrimave ±0,02 mm
Pika e Kufirit / Blloku i Kufirit: Montimi i kufirit të fundit ose i amortizorit
Korniza / Gjerdha e Ngjitjes: Mbështet sensorët, tubat për kabllot ose komponentët pneumatikë
Shpatulli / Shkalla: Përshtatja e transmetimit, moduli 0,5–3
Shumë klientë më parë blenë veçmas: udhëzues prej alumini rrethet nga një fabrikë ekstruzioni, pjesët prej çeliku inox nga një fabrikë CNC dhe hasën probleme përshtatjeje gjatë montimit. Arsyeja është e thjeshtë —
Nuk kishte komunikim rreth tolerancave midis dy fabrikave.
Fabrika e ekstruzionit prodhon gropa të rretheve udhëzuese sipas standardeve të veta, ndërsa fabrika CNC prodhon shkëlqesin sipas vizatimit, por vizatimi nuk përcakton hapsirën e përshtatjes midis gropës dhe shkëlqesit. Rezultati është ose shumë i lirë, që shkakton dridhje, ose shumë i ngushtë, që shkakton bllokim.
Ne jemi të ndryshëm.
Rrethet udhëzuese dhe pjesët prodhohen sipas të njëjtës vizatim montimi dhe të njëjtës sërë referencash për toleranca. Kur kontrollojmë gjerësinë e gropës, tashmë e dimë nëse dimensioni i shkëlqesit korrespondues duhet të jetë në kufirin e sipërm apo të poshtëm. A keni nevojë për përshtatje me interferencë, përshtatje të kalimit apo përshtatje me hapsirë — vendosni ju, dhe ne e zbatojmë.

Ambientet industriale janë shpesh të rënda — pluhur, lagështi, korrozion kimik, rrëshqitje me frekuencë të lartë.
Rrethi udhëzues prej alumini:
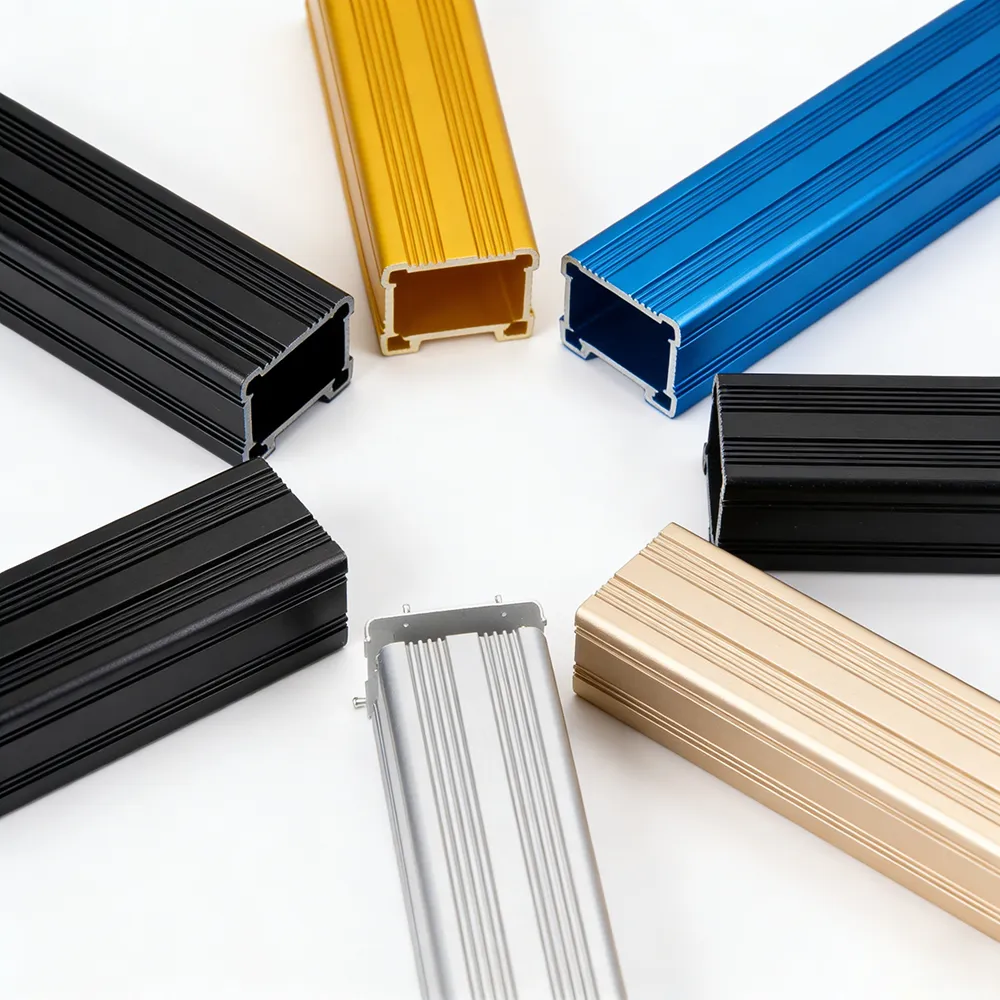
Gjendja e materialit bazë: trajtimi i moshës T5 ose T6, ngopje uniforme
Anodizimi: Natyral ose i zi, trashësia e filmimit 10–15 μm, rezistent ndaj vërtetimit dhe korrozionit
Anodizimi i fortë: Trashësia e filmimit 30–50 μm, ngopja deri në HV400+, i përshtatshëm për aplikime me rrëshqitje me frekuencë të lartë
Pjesët prej çeliku inox:
Trajtimi pasivizues: Heq hekurin e lirë nga sipërfaqja, rrit rezistencën ndaj korrozionit
Elektropolishimi: Heq këndët, zvogëlon rugozitetin, përmirëson pastërtinë (i përshtatshëm për aplikime mjekësore/ushqimore)
Pllakosja me rërë/përpunimi me fshierëse/polishimi me pasqyrë: Zgjidhet sipas kërkesave për pamjen
Plakimi me nikël/krom: I përshtatshëm për aplikime që kërkojnë ngopje më të lartë ose përçueshmëri

Pjesët industriale janë më të ekspozuara ndaj moskonsistencës së partisë. Qasja jonë:
Inspeksion Parapëlqim :
Analiza spektrale e shufres së aluminiumit / çelikut me rezistencë ndaj korrozionit për verifikimin e klasës së materialit
In-Process Inspection :
Procesi i extrudimit: Monitorimi i temperaturës, shpejtësisë dhe dimensioneve të daljes
Përpunimi CNC inspektimi i plotë i pjesës së parë, mostrat gjatë procesit, rivlerësimi i pjesës së fundit
Inspektimi i prodhimeve që dalin :
Trekëndëshia / rrafshësia: Plakë guri graniti + shkallë matëse / indikator me dorëzë
Dimensionet kritike: Makinë matëse koordinative (CMM) / projektor profili
Pamja: Inspektim vizual + tester i rrugëzimit
Raportet në dispozicion:
Certifikatë materiale, raport inspektimi dimensional, raport i ngurtësisë, raport i trashësisë së mbulimit, raport i testit me shi kripë (sipas kërkesës së klientit)
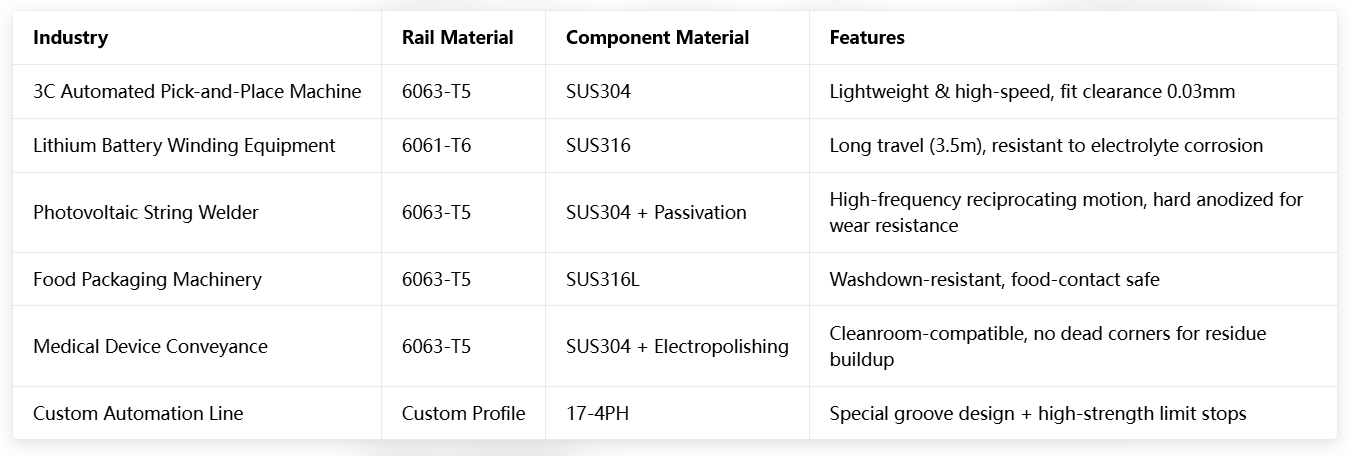
Më poshtë janë disa nga industritë dhe aplikimet që kemi furnizuar. Shihni nëse ndonjë prej tyre lidhet me nevojat tuaja.
Shumë inxhinierë kanë ide të mira dizajni, por bllokohen nga "kostoja e stuhisë është shumë e lartë" ose "MOQ është shumë i lartë."
Ne nuk duam të jemi ai pengesë.
Prerje të zakonshme të seksioneve : Grope të zakonshme T-slot/dovetail, pa tarifë stuhie, çdo gjatësi e prerë
Stuhi e re : Seksion i veçantë, 2–3 javë për mostrën, kostoja e stuhisë mund të shpërndahet në porositë pasuese
Larg : Minimumi 1 copë, pa kufizim sasi
Kohëzgjatja e përgatitjes së mostrës : Rreth 3–5 ditë për rrotulluesin udhëzues, 5–7 ditë për pjesët, dhe 7–10 ditë për kombinimin e rrotulluesit udhëzues me pjesët
Ndihma teknike : Inxhinierët mund të ndihmojnë në optimizimin e dizajnit të prerjes tërthore për të zvogëluar vështirësitë ose koston e përpunimit
Paraqitni Kërkesat : Sigurojini vizatimet (CAD/PDF/STEP) ose përshkruani skenarin e aplikimit (ngarkesa, zhvendosja, shpejtësia, mjedisi)
Vlerësim : Përgjigje brenda 24 orëve me zgjidhjen e procesit + ofertën + kohën e dorëzimit
Konfirmim : Porosi mostrash ose prodhim direkt i partive në sasi të vogla
Prodhimi : Ekstruzion → prerje/përpunim pasardhës (rrotullues udhëzues) | Tajmim/Millim → trajtim sipërfaqësor (pjesët)
Transportimi: Së bashku me raportet e kontrollit, i paketuar dhe i dërguar
Keni vizatime? Dërgoni në [email protected] ose në WhatsApp/WeChat +86 17702667581; përgjigje brenda 24 orëve.
Dizajni nuk është përfunduar akoma? Përshkruani kushtet e punës suaj (ngarkesa, zhvendosja, shpejtësia, mjedisi), dhe ne do t’ju ofrojmë rekomandime për prerjet tërthore.
Keni nevojë për verifikim të përshtatshmërisë? Ne mund të dërgojmë një mostër të vogël të rrotulluesit udhëzues së bashku me mostër të pjesës korresponduese për testim.
Angazhimi ynë : Nëse dimensionet ose përshtatshmëria nuk plotësojnë standartet e pajtuar, ne do t’i rifshojmë falas. Asnjë arsyetim, asnjë vonim.

Industriale Alumin i shtypur Rrotullues udhëzues · Pjesë prej çeliku inox me precizion · Personalizim i plotë
*Alumin 6063/6061 | Çelik inox SUS304/316 | Drejtpërshtëtësi ≤0,05 mm/300 mm | Minimumi 1 copë | Përshtatshmëri e kontrollueshme*

Të drejtat e autorit © 2024 nga Xiamen Tongchengjianhui Industry & Trade Co., Ltd. - Politika e Privatësisë