
Някога ли сте се сблъсквали с такава ситуация по време на работа на автоматизирана производствена линия — По време на настройка на оборудването плъзгачът изведнъж се заклещва в определена точка на направляващата рейка. При инспекция установявате, че праволинейността на направляващата рейка е извън допустимите граници или положението на отвора в част от неръждаема стомана върху плъзгача е отклонено с 0,1 мм.
След три месеца непрекъсната експлоатация шумът при плъзгане става все по-силен. При разглобяване забелязвате, че повърхността на направляващата рейка е износена и потъмняла, а частите от неръждаема стомана показват явни следи от драскане.
Разработвате нестандартно оборудване, което изисква специално напречно сечение на водеща рейка, нестандартна дължина и няколко персонализирани съединителя от неръждаема стомана. Обръщате се към производител на водещи рейки, който продава само алуминиеви профили и CNC-мастерска, която произвежда само отделни части. При сглобяването им — отворите не съвпадат, а пазовете са изместени.
Ако сте преживели който и да е от горепосочените случаи, тази статия може да ви помогне да спестите време и разходи, свързани с пробни варианти и грешки.

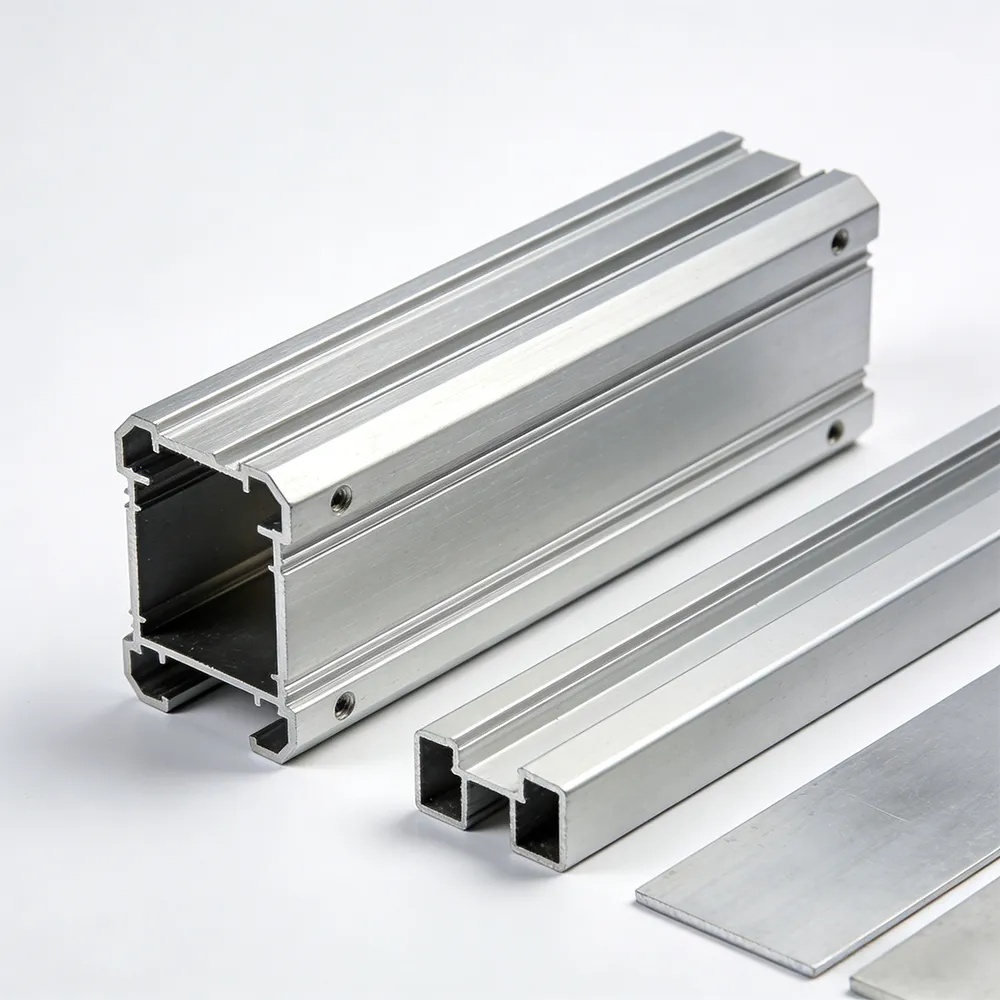
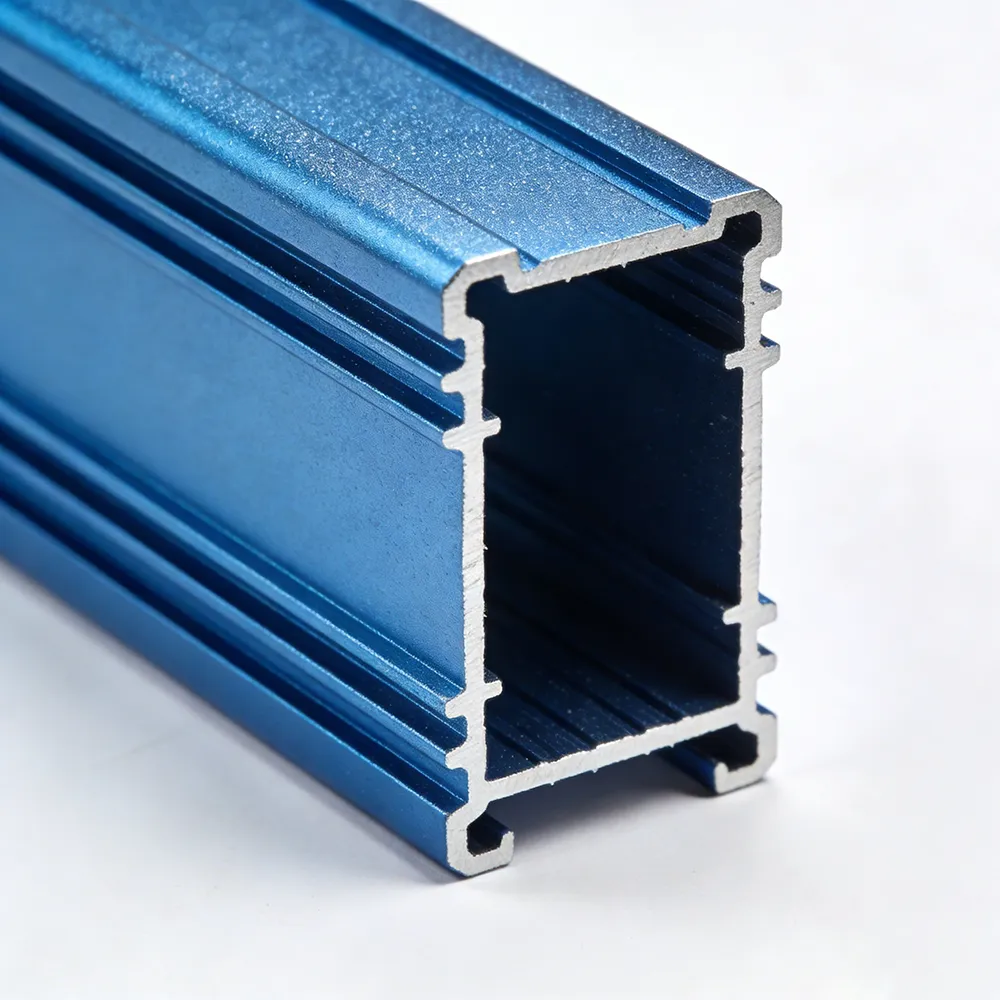
Не просто отделна алуминиева водеща рейка, нито изолирани части от неръждаема стомана .
А пълно „Водеща рейка + части“ интегрирано решение — вие предоставяте чертежа или приложния сценарий, а ние едновременно произвеждаме както алуминиевата екструдирана водеща рейка, така и прецизните компоненти от неръждаема стомана, като осигуряваме безупречна координация.
6063-T5: Гладка повърхност, добра екструдируемост, подходяща за повечето приложения с лека до средна товарна способност
6061-T6: По-висока якост, подходяща за тежки натоварвания или приложения, изложени на ударни въздействия
Други: 6005A, 6082 и др., избират се според нуждите

Дължина на рязане: от 50 мм до 6000 мм, всеки размер, без ограничение за минимално количество поръчка
Сверловка/нарезка: Машинна обработка на монтажни и позиционни отвори според чертежите
Крайно фрезоване: Гарантира перпендикулярността на двата края
C фасетиране/отстраняване на заострени ръбове: Всички ръбове са фасетирани за безопасност и защита на ръцете
Стандартна направляваща рейка с Т-образни пазове (с Т-образни гайки или плъзгачи)
Насочваща рейка с клиновиден паз (с клиновидни плъзгачи, предимно за леко прецизно оборудване)
Индивидуална напречна секция (нова форма, 2–3 седмици за проба, разходите за формата могат да се споделят)
SUS304: Обща корозионна устойчивост, икономична
SUS316: Подходящ за влажни, солени или химически среди
SUS430: Магнитна неръждаема стомана, подходяща за специфични изисквания към електромагнитното поле
17-4PH: Висока якост, подлежащ на термична обработка
Плъзгач/Седло: Съвместимо с пазовете на водещата линия, контролиран зазор от 0,02–0,05 мм
Съединителен блок: Свързва водещата линия с основата на оборудването, точност на положението на отворите ±0,02 мм
Лимитна спирачка/блок: Монтиране на крайна граница или буфер
Крепежна скоба/вдигателна петелка: Поддържа сензори, кабелни канали или пневматични компоненти
Зъбчато колело/зъбчатата рейка: Съвместимост за предаване, модул 0,5–3
Много клиенти преди това поръчваха отделно: алуминиева ръководна рейка от екструзионна фирма, неръждаеми стоманени части от CNC-фирма и срещаха проблеми с монтажа при сглобяването. Причината е проста —
Нямаше комуникация относно допуските между двете цеха.
Цехът за екструзия произвежда пази за водачи според собствените си стандарти, а цехът за CNC изработва плъзгача според чертежа, но чертежът не определя зазорите за посадка между паза и плъзгача. Резултатът е или твърде голям зазор, който предизвиква люлеене, или твърде малък зазор, който предизвиква заклиняне.
Ние сме различни.
Водачът и компонентите се произвеждат според един и същ сборъчен чертеж и един и същ набор от референтни допуски. Когато контролираме широчината на паза, вече знаем дали съответното измерение на плъзгача трябва да е при горната или долна граница. Дали имате нужда от посадка с натиск, преходна посадка или посадка със зазор — вие решавате, а ние изпълняваме.

Промишлените среди често са сурови — прах, влажност, химическа корозия, плъзгане с висока честота.
Алуминиев водач:
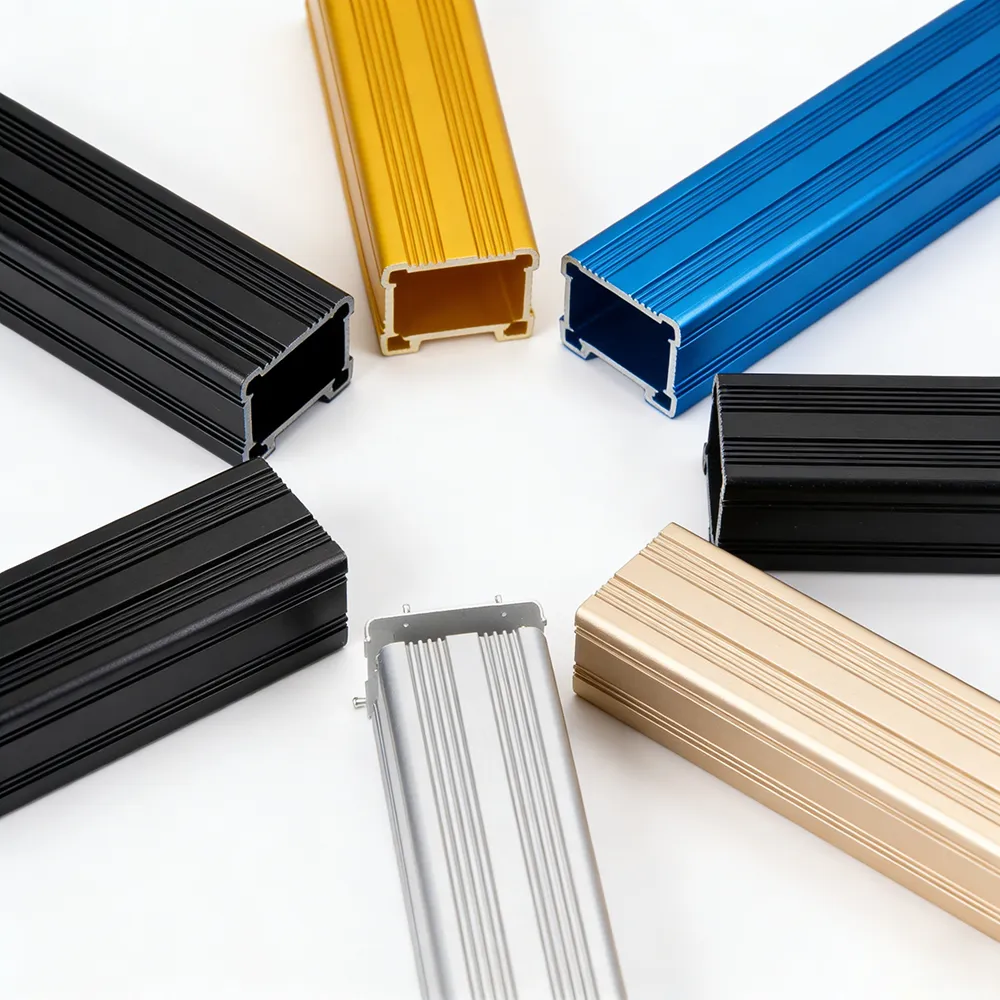
Състояние на основния материал: стареене T5 или T6, равномерна твърдост
Анодиране: Естествено или черно, дебелина на филма 10–15 μм, устойчиво на износване и корозия
Твърдо анодиране: Дебелина на филма 30–50 μм, твърдост до HV400+, подходящо за приложения с високочестотно плъзгане
Части от неръждаема стомана:
Пасивиране: Премахва свободния желязен слой от повърхността, подобрява корозионната устойчивост
Електрополиране: Премахва заострените ръбове (зъбери), намалява шерохватостта, подобрява чистотата (подходящо за медицински/хранителни приложения)
Пясъчно обработване/Четка/Огледално полирване: Избират се според изискванията към външния вид
Никелово/Хромово покритие: Подходящо за приложения, изискващи по-висока твърдост или електрическа проводимост

Промишлените части са най-уязвими към несъответствия между партиди. Нашата методика:
Входна проверка :
Спектрален анализ на алуминиеви/неръждаеми стоманени пръти за потвърждаване на класа на материала
Проверка по време на процеса :
Процес на екструзия: Мониторинг на температурата, скоростта и размерите при изхода
CNC обработка пълна инспекция на първото изделие, проби по време на производствения процес, повторна инспекция на последното изделие
Изходяща инспекция :
Праволинейност/равнинност: Гранитна повърхностна плоча + щрих-гauge/индикаторен часовникови измервателен уред
Критични размери: Координатно-измервателна машина (КИМ) / профилопроектор
Външен вид: Визуална инспекция + уред за измерване на шерохватостта
Достъпни отчети:
Сертификат за материал, отчет за размерна инспекция, отчет за твърдост, отчет за дебелина на покритието, отчет за тест солен разтвор (по искане на клиента)
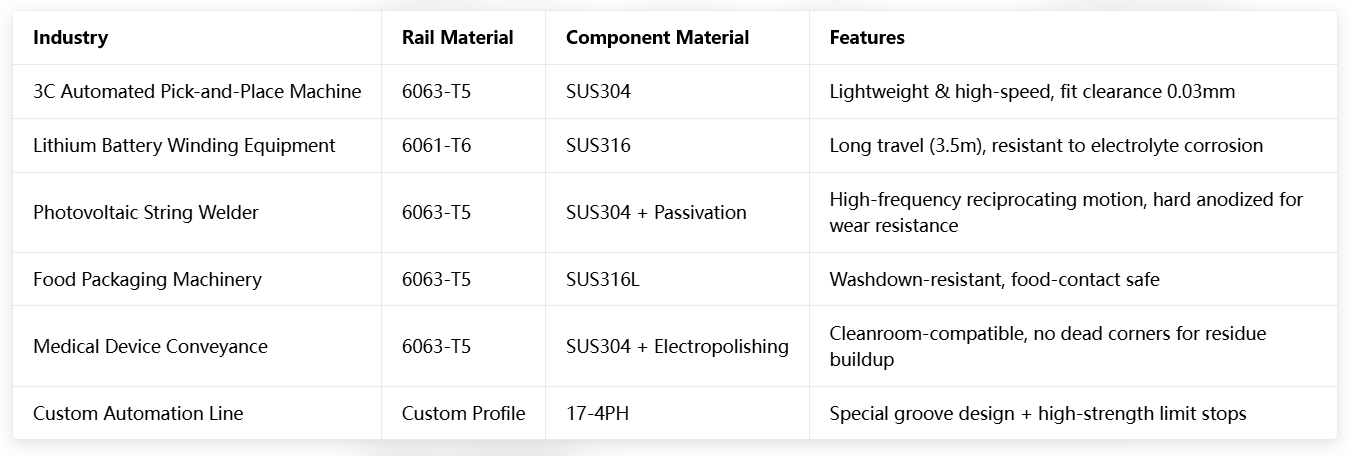
По-долу са някои от индустриите и приложенията, за които сме доставяли продукти. Проверете дали някое от тях отговаря на вашите нужди.
Много инженери имат добри идеи за дизайн, но се затрудняват от изрази като „цената на формата е твърде висока“ или „минималното количество за поръчка е твърде високо“.
Не искаме да бъдем този заден план.
Стандартни напречни сечения : Често срещани Т-образни/шипести пази — без такса за форма, рязане на произволна дължина
Нов модел : Специално напречно сечение — пробни образци за 2–3 седмици; цената на формата може да се разпредели в последващите поръчки
Части от неръждаема стомана : Минимум 1 бройка — няма минимално изисквано количество
Време за изработка на пробен образец : Релсови направляващи — 3–5 дни; части — 5–7 дни; комбинирани релсови направляващи + части — 7–10 дни
Техническа помощ : Инженерите могат да помогнат при оптимизирането на дизайна на напречното сечение, за да се намали трудността или стойността на обработката
Изпратете изискванията си : Изпратете чертежи (CAD/PDF/STEP) или опишете приложението (нагрузка, ход, скорост, среда)
Оценка : Отговор в рамките на 24 часа с технологично решение + оферта + водещо време
Потвърждаване : Поръчка за пробни изделия или директно малкосерийно производство
Производство : Екструзия → рязане/допълнителна обработка (релсови направляващи) | Обработки посредством точене/фрезоване → повърхностна обработка (детайли)
Доставка: : Прилага се придружаващ протокол за инспекция, след което изделията се опаковат и изпращат
Разполагате ли с чертежи? Изпратете ги на [email protected] или чрез WhatsApp/WeChat +86 17702667581; отговор в рамките на 24 часа.
Проектът все още не е завършен? Опишете работните си условия (нагрузка, ход, скорост, среда), за да Ви предложим подходящи препоръчителни напречни сечения.
Трябва ли да проверите съвместимостта? Можем да изпратим малък пробен елемент на релсовата шина заедно със съответния пробен компонент за тестване.
Нашето ангажиране : Ако размерите или съвместимостта не отговарят на уговорените стандарти, ние ще ги изработим отново безплатно. Без извинения, без забавяния.

Промишлен Алюминиева екструзия Релсови шини · Прецизни части от неръждаема стомана · Комплексна персонализация
*Алуминий 6063/6061 | Неръждаема стомана SUS304/316 | Праволинейност ≤0,05 мм/300 мм | Минимум 1 бройка | Контролирана съвместимост*

Права на автора © 2024 от Xiamen Tongchengjianhui Industry & Trade Co., Ltd. - Политика за поверителност